 Für einen individuellen Ausdruck passen Sie bitte die
Für einen individuellen Ausdruck passen Sie bitte dieEinstellungen in der Druckvorschau Ihres Browsers an. Regelwerk, Technische Regeln, KTA

| Für einen individuellen Ausdruck passen Sie bitte die Einstellungen in der Druckvorschau Ihres Browsers an. Regelwerk, Technische Regeln, KTA |
|
KTA 1408.3 - Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken
Teil 3: Verarbeitung
Sicherheitstechnische Regel des KTA
Fassung November 2015
(BAnz AT 08.01.2016 B4; 17.05.2018 B8 aufgehoben)
Siehe Fn. *
Frühere Fassungen der Regel:
1985-06 (BAnz. Nr. 203a vom 29. Oktober 1985)
2008-11 (BAnz. Nr. 15a vom 29. Januar 2009)
Grundlagen
(1) Die Regeln des Kerntechnischen Ausschusses (KTA) haben die Aufgabe, sicherheitstechnische Anforderungen anzugeben, bei deren Einhaltung die nach dem Stand von Wissenschaft und Technik erforderliche Vorsorge gegen Schäden durch die Errichtung und den Betrieb der Anlage getroffen ist (§ 7 Abs. 2 Nr. 3 Atomgesetz -AtG-), um die im AtG und in der Strahlenschutzverordnung ( StrlSchV) festgelegten sowie in den "Sicherheitsanforderungen an Kernkraftwerke" ( SiAnf) und den "Interpretationen zu den Sicherheitsanforderungen an Kernkraftwerke" weiter konkretisierten Schutzziele zu erreichen.
(2) Die Sicherheitsanforderungen an Kernkraftwerke fordern in Nr. 3.4 "Anforderungen an die Druckführende Umschließung und die drucktragende Wandung von Komponenten der Äußeren Systeme" und in Nr. 3.6 "Anforderungen an den Sicherheitseinschluss" die Unversehrtheit der drucktragenden Wandungen sowie in Anforderung Nr. 5 (3) eine Dokumentation, dass der Zustand der Einrichtungen die Anforderungen erfüllt. Für ordnungsgemäß herzustellende Schweißverbindungen folgt daraus, dass Schweißzusätze und -hilfsstoffe einer besonderen Qualitätssicherung unterworfen sein müssen.
(3) Bei Herstellung, Lagerung und Verarbeitung von Schweißzusätzen und -hilfsstoffen müssen die Eigenschaften erzielt und erhalten werden, die sicherstellen, dass die ausgeführten Schweißungen den an sie gestellten Anforderungen bis zum Ablauf der vorgesehenen Betriebszeit gerecht werden. Das wird erreicht durch sorgfältige
(4) Durch zweckmäßige Lagerung der Schweißzusätze und -hilfsstoffe wird sichergestellt, dass sich ihre Eigenschaften nicht verändern. Bei der Verarbeitung werden bestimmte Bedingungen eingehalten. Schweißzusätze und -hilfsstoffe zur Fertigung von Komponenten des Primärkreises werden einer Chargenprüfung beim Verarbeiter unterzogen. Dabei werden Probeschweißungen durchgeführt und durch Prüfungen nachgewiesen, dass die Ergebnisse denen der Eignungsprüfung nach KTA 1408.1 entsprechen.
(5) Die Regeln der Reihe KTA 1408 stehen in engem Zusammenhang mit den Regeln
| KTA 3201.3 | Komponenten des Primärkreises von Leichtwasserreaktoren; Teil 3: Herstellung, |
| KTA 3211.3 | Druck- und aktivitätsführende Komponenten von Systemen außerhalb des Primärkreises; Teil 3: Herstellung, |
| KTA 3401.3 | Reaktorsicherheitsbehälter aus Stahl; Teil 3: Herstellung, |
in denen die Anforderungen an die Schweißungen festgelegt sind, zu deren Herstellung die hier behandelten Schweißzusätze und -hilfsstoffe dienen.
1 Anwendungsbereich
(1) Diese Regel ist anzuwenden auf die Verarbeitung von Schweißzusätzen und -hilfsstoffen (siehe Bild 1-1), die bei der Fertigung von Erzeugnisformen, Bauteilen, Baugruppen zu drucktragenden Wandungen von Komponenten in ortsfesten Kernkraftwerken mit Leichtwasserreaktoren verwendet werden sollen. Hierzu gehören
(2) In dieser Regel werden Eingangskontrollen, Lagerung und Freigabe von Schweißzusätzen und -hilfsstoffen sowie ihre Kontrolle während der Verarbeitung behandelt. Des Weiteren wird die Chargenprüfung derjenigen Schweißzusätze und -hilfsstoffe beschrieben, die zur Fertigung von Komponenten des Primärkreises verwendet werden.
Bild 1-1: Anforderungen an Schweißzusätze und -hilfsstoffe
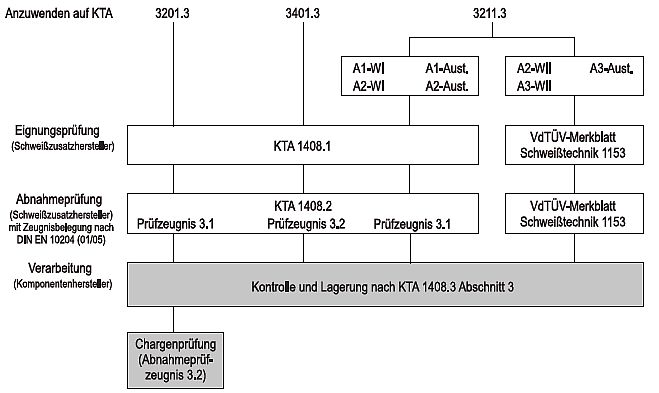
A1, A2, A3 : Prüfgruppen
W I, W II : Werkstoffgruppen
Nähere Angaben hierzu sind den Regeln KTA 3211.1 und KTA 3211.3 zu entnehmen.
2 Begriffe
(1) Charge im Rahmen der Chargenprüfung
Charge ist jeweils eine Fertigungseinheit von Stab- und Drahtelektroden, Schweißstäben und -drähten sowie die Kombination jeweils einer Fertigungseinheit von Schweißpulvern und Drahtelektroden für das Unterpulver (UP)- oder Elektroschlacke (ES)-Schweißen.
(2) Sachverständiger
Sachverständiger für die Prüfungen nach dieser Regel ist der nach § 20 des Atomgesetzes von der Genehmigungs- oder Aufsichtsbehörde zugezogene Sachverständige. Die in dieser Regel vorgesehenen Prüfungen/Überprüfungen erfolgen auf der Grundlage eines entsprechenden Auftrags der zuständigen Behörde.
(3) Schweißhilfsstoff
Schweißhilfsstoff ist ein Erzeugnis, welches das Schweißen ermöglicht oder erleichtert, z.B. Schutzgas, Schweißpulver oder Paste.
(4) Schweißzusatz
Schweißzusatz ist ein Werkstoff, der beim Schweißen zugeführt wird und zur Schweißnahtbildung beiträgt.
3 Kontrolle und Lagerung
3.1 Allgemeines
(1) Der Verarbeiter (Hersteller von Bauteilen, Baugruppen und Komponenten) von Schweißzusätzen und -hilfsstoffen muss nach schriftlich festgelegten Arbeitsanweisungen Eingangs- und Materialflusskontrollen bis zur Schweißstelle hin durchführen.
(2) Der Verarbeiter hat dem Sachverständigen die Maßnahmen zur Vermeidung von Verwechslungen bei der Verarbeitung der Schweißzusätze und -hilfsstoffe nachzuweisen.
3.2 Eingangskontrolle
(1) Die Anlieferungsmengen von Schweißzusätzen und -hilfsstoffen sind auf Zuordnung zu den Abnahmeprüfzeugnissen sowie auf einwandfreie Beschaffenheit der Verpackung hin zu kontrollieren.
(2) Für die jeweils kleinste Verpackungseinheit muss die Zugehörigkeit zu dem betreffenden Abnahmeprüfzeugnis sichergestellt sein.
3.3 Lagerung
(1) Schweißzusätze und -hilfsstoffe müssen sachgemäß in unbeschädigter Originalverpackung gelagert werden (bei Vorliegen besonderer Bedingungen, z.B. Seetransport, dürfen besondere Verpackungsarten vereinbart werden). Die Lagerung muss getrennt von Schweißzusätzen und -hilfsstoffen erfolgen, die für die konventionelle Komponentenfertigung benötigt werden. Wenn vom Hersteller von Schweißzusätzen und -hilfsstoffen (im Folgenden Hersteller genannt) nicht anders angegeben, müssen folgende Lagerbedingungen eingehalten werden:
(2) Vor der Verarbeitung müssen Stab- und Fülldrahtelektroden sowie Schweißpulver nach den Richtlinien des Herstellers getrocknet werden. Bei längerer Unterbrechung des Schweißens müssen Stab- und Fülldrahtelektroden sowie Pulver aus angebrochenen Verpackungen entsprechend den Angaben des Herstellers gegebenenfalls in beheizten Trockenschränken gelagert werden. Hierbei müssen Verwechslungsmöglichkeiten ausgeschlossen sein.
(3) Wenn vom Hersteller keine kürzeren Zeiten angegeben sind, müssen Schweißzusätze und -hilfsstoffe bei laufender Fertigung nach einer Lagerzeit von 2 Jahren - ausgehend vom Zeitpunkt der Abnahmeprüfung - in Abstimmung mit dem Hersteller auf ihre weitere Verwendbarkeit hin überprüft werden. Weitere Überprüfungen sind in Abständen von einem Jahr durchzuführen.
Sind längere Lagerzeiten, z.B. durch Arbeitsunterbrechungen, unvermeidbar, ist erst vor Wiederaufnahme der Fertigung der Schweißzusatz und -hilfsstoff auf seine weitere Verwendbarkeit hin zu überprüfen.
3.4 Freigabe für die Verarbeitung
(1) Ist für Schweißzusätze und -hilfsstoffe die Eingangskontrolle ohne Beanstandung durchgeführt worden, darf die Freigabe für die Verarbeitung von der fertigungsunabhängigen Qualitätsstelle des Verarbeiters erteilt werden.
(2) Für Schweißzusätze und -hilfsstoffe, die zur Fertigung von Komponenten des Primärkreises von Leichtwasserreaktoren verwendet werden, ist für die Freigabe unter den vorgenannten Bedingungen zusätzlich die Bescheinigung der Chargenprüfung nach Abschnitt 4.4 erforderlich.
3.5 Kontrolle während der Verarbeitung
Verbrauchsaufschreibungen sind in der Weise zu führen, dass eine Rückverfolgbarkeit zwischen dem Ort, an dem die Schweißzusätze und -hilfsstoffe verarbeitet wurden und dem Wareneingang sichergestellt ist.
3.6 Wiederverwendung von Schweißpulvern
Die Wiederverwendung (mehrmaliger Durchlauf) von Schweißpulvern ist nur dann zulässig, wenn die abgesaugte Pulvermenge durch Entstaubung, Trockenhaltung und Zugabe von neuem Pulver aufgearbeitet wird. Diese Handhabung ist auch im Rahmen von Verfahrens- und Arbeitsprüfungen einzuhalten.
4 Chargenprüfung
4.1 Grundsätze
(1) Chargenprüfungen sind nur für Schweißzusätze und -hilfsstoffe zur Fertigung von Komponenten des Primärkreises von Leichtwasserreaktoren erforderlich. Bei den Prüfungen müssen
erfüllt werden.
(2) Die für die Schweißung am Bauteil vorgesehenen Schweißzusätze und -hilfsstoffe müssen vor ihrer Verarbeitung je Fertigungseinheit einer Chargenprüfung beim Verarbeiter unterzogen werden.
(3) Bei kleinen Liefermengen darf im Einvernehmen mit dem Sachverständigen auf eine Chargenprüfung beim Verarbeiter verzichtet werden, wenn die Abnahmeprüfung beim Hersteller unter Fertigungsbedingungen des Verarbeiters in Anwesenheit des Sachverständigen durchgeführt worden ist.
(4) Vor Durchführung der Chargenprüfung müssen folgende, auf die Chargenprüfung bezogene Unterlagen vom Sach-verständigen geprüft vorliegen:
(5) Die Unterlagen für die Dokumentation müssen in Form und Inhalt KTA 3201.3 Abschnitt 4 genügen.
(6) Das Prüfstück für die Chargenprüfung ist in Anwesenheit der Schweißüberwachung des Verarbeiters und des Sachverständigen zu schweißen. Die in Abschnitt 4.2 aufgeführten Prüfungen sind vom Verarbeiter, und soweit gefordert, in Anwesenheit des Sachverständigen durchzuführen.
(7) Die Prüfstückschweißung ist mit dem für die Komponentenfertigung gewählten Schweißprozess sowie den vorgesehenen Schweißparametern durchzuführen. Sie darf auch im Zuge einer Verfahrensprüfung oder vorlaufenden Arbeitsprüfung durchgeführt werden, auch wenn im Prüfstück mehrere Schweißprozesse, Schweißzusätze und -hilfsstoffe kombiniert werden. Hierbei muss der Nahtquerschnitt für jeden Schweißprozess dem Nahtquerschnitt von reinem Schweißgut (Prüfstück Form 1.2 nach DIN EN ISO 15792-1 oder größer) entsprechen.
(8) Die Prüfstücke müssen so bemessen sein, dass die geforderten Proben einschließlich etwaiger Ersatzproben entnommen werden können.
(9) Die chemische Zusammensetzung des Schweißguts muss
festgelegten Grenzen liegen, wobei die in KTA 1408.1 Abschnitt 4.5.5.7 vorgegebenen Spurenelemente in der Chargenprüfung nicht ermittelt zu werden brauchen. Soweit zusätzliche Elemente geprüft werden sollen, ist dies in der Bestellvorschrift anzugeben.
(10) Die für die zerstörungsfreien Prüfungen eingesetzten Prüfer müssen für das zur Anwendung kommende Prüfverfahren gemäß DIN EN ISO 9712 im Produktsektor "geschweißte Produkte" qualifiziert und zertifiziert sein.
4.2 Durchführung und Prüfung
4.2.1 Schweißzusätze für ferritische Schweißungen
(1) Die Schweißung ist am Prüfstück Form 1.3 nach DIN EN ISO 15792-1 bei Verwendung des Grundwerkstoffs der Verfahrensprüfung durchzuführen.
(2) Der Grundwerkstoff muss auf seine Legierungselemente (siehe Werkstoffanhänge KTA 3201.1) hin analysiert sein, belegt mit einem Abnahmeprüfzeugnis 3.1 nach DIN EN 10204.
(3) Wird ein anderer Grundwerkstoff verwendet, ist Prüfstück Form 1.4 nach DIN EN ISO 15792-1 zu wählen. In diesem Fall muss das vom Grundwerkstoff unbeeinflusste Schweißgut geprüft werden.
Hinweis:Wird durch andere Nahtformen für das Schweißgut die gleiche Aussage erzielt, können im Einvernehmen mit dem Sachverständigen entsprechende Prüfstücke anstelle desjenigen nach DIN EN ISO 15792-1 verwendet werden.
(4) Die Prüfung muss in einem simulierten Wärmebehandlungszustand erfolgen, in dem alle am geschweißten Bauteil vorgesehenen Wärmebehandlungen einschließlich derjenigen nach eventuellen Reparaturen enthalten sind. Die Wärmebehandlung ist am Prüfstück durchzuführen.
(5) Dem Prüfstück sind die Proben nach Bild 4-1 aus dem Schweißgut zu entnehmen und die folgenden Prüfungen durchzuführen:
(6) Das Schweißgut muss hinsichtlich der mechanisch-technologischen Werte die Anforderungen gemäß KTA 1408.1 Abschnitt 4.9 erfüllen.
Bild 4-1: Probenlage (schematisch) im Prüfstück bei Chargenprüfung an ferritischem Schweißgut
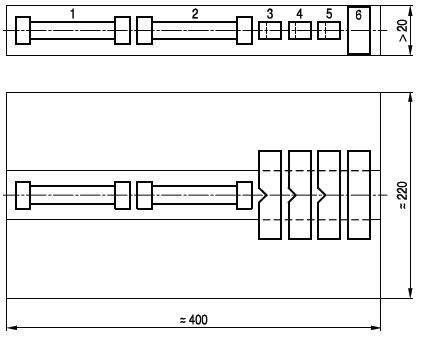
1: Zugprobe
2: Warmzugprobe
3 bis 5: Kerbschlagproben
6: chemische Analyse
4.2.2 Schweißzusätze für Schweißungen austenitischer Stähle sowie von Nickellegierungen
(1) Für jede Fertigungseinheit ist ein Prüfstück gemäß DIN EN ISO 6847 zu schweißen. Eine Wärmebehandlung nach dem Schweißen ist nicht erforderlich.
(2) Folgende Prüfungen sind durchzuführen:
4.2.3 Schweißzusätze für Schweißplattierungen aus austenitischen Stählen und Nickellegierungen
(1) Für Schweißplattierungen ist durch eine Chargenprüfung nachzuweisen, dass sich Schweißzusätze und -hilfsstoffe entsprechend den Bedingungen der Verfahrensprüfung auf dem vorgesehenen Grundwerkstoff verschweißen lassen (vgl. auch KTA 3201.3 Abschnitt 9.4.4.1). Die Prüfstückschweißung ist im Allgemeinen an einer ebenen Platte, bei Schweißungen mit Bandelektroden in Rohrleitungen an einem Rohr durchzuführen.
(2) Es ist der am Bauteil vorgesehene oder ein vergleichbarer Grundwerkstoff einzusetzen.
(3) Die Prüfung muss in einem simulierten Wärmebehandlungszustand erfolgen, bei dem alle am geschweißten Bauteil vorgesehenen Wärmebehandlungen einschließlich derjenigen nach eventuellen Reparaturen enthalten sind.
(4) Folgende Prüfungen sind durchzuführen (siehe Bild 4-2):
Bild 4-2: Probenlage (schematisch) im Prüfstück bei Chargenprüfung von Schweißzusätzen für Schweißplattierungen aus austenitischen Stählen und Nickellegierungen

B1 bis B2: Seitenbiegeprobe
3: chemische Analyse
4 bis 5: IK-Probe bei Cr-Ni-Stählen
S6: Makro-Mikroschliffe; Delta-Ferrit bei Cr-Ni-Stählen
4.2.4 Schweißzusätze für Schweißpanzerungen
(1) Durch eine Chargenprüfung ist nachzuweisen, dass sich die Schweißzusätze gemäß den Bedingungen und Anforderungen der Verfahrensprüfung auf einem der vorgesehenen Grundwerkstoffe verschweißen lassen. Diese Prüfstückschweißung darf nach DIN 32525-4 oder im Rahmen einer vorgezogenen Arbeitsprüfung erfolgen.
(2) Folgende Prüfungen sind durchzuführen:
(3) Wird eine Panzerung auf eine Pufferung aufgebracht, so ist diese vor dem Aufbringen der Panzerung einer Oberflächenprüfung nach dem Eindringverfahren zu unterziehen.
4.3 Aufbewahrung von Reststücken
Für die Aufbewahrung von Prüfstück- und Probenresten, nicht geprüften Proben und Reservematerial gilt KTA 3201.3 Abschnitt 11.1.4.
4.4 Bescheinigung der Chargenprüfung
(1) Die sachgerechte Durchführung der Chargenprüfung und deren Ergebnisse sind vom Sachverständigen mit einem Abnahmeprüfzeugnis 3.2 nach DIN EN 10204 entsprechend Anhang a zu bescheinigen. Abnahmeprüfzeugnisse 3.2 müssen vom Sachverständigen oder der von ihm beauftragten technischen Überwachungsorganisation bestätigt oder ausgestellt werden.
(2) Die Ergebnisse der chemischen Analysen und IK-Beständigkeit sind mit einem Abnahmeprüfzeugnis 3.1 nach DIN EN 10204 zu belegen und dem oben genannten Abnahmeprüfzeugnis beizufügen.
5 Dokumentation
(1) Für die Erstellung von Dokumenten als Nachweis von Prüfungen und Kontrollen gilt
(2) Die Nachweise von Prüfungen und Kontrollen sind in die Dokumentation derjenigen Bauteile, Baugruppen oder Komponenten einzufügen, für die die Schweißzusätze und -hilfsstoffe verwendet worden sind.
(3) Unterlagen, die für die Erstellung eines Abnahmeprüfzeugnisses 3.2 nach Anhang A erforderlich sind, sind in die Zwischenablage aufzunehmen. Das Abnahmeprüfzeugnis über die Chargenprüfung selbst und über die zur Chargenprüfung verwendeten Schweißzusätze und -hilfsstoffe, ausgeführt nach Anhang A, sind in die Endablage aufzunehmen.
Hinweis:Festlegungen zu Zwischenablage und Endablage enthält KTA 1404.
| Abnahmeprüfzeugnis | Anhang A |
ABNAHMEPRÜFZEUGNIS 3.2
(nach DIN EN 10204)
für Chargenprüfung
| Prüf-Nr.: ___________________________________ | |
| Besteller: ___________________________________ | Best.-Nr.: __________________________________ |
| Hersteller: __________________________________ | Werks-Nr.: _________________________________ |
| Prüfanforderungen: ___________________________ | Handelsbez.: ________________________________ |
| Prüfgegenstand: ___________________________________________________________________________ | |
| Liefermenge: _____________________________________________________________________________ | |
| Abmessung: ______________________________________________________________________________ | |
| Fertigungseinheit-Nr./Schmelzen-Nr.: _________________________________________________________ | |
| Kennzeichnung der Schweißzusätze: __________________________________________________________ | |
Ergebnisse der Prüfungen an reinem Schweißgut
Zugversuche:
| Proben-Nr. | Abmessung mm |
Wärmebehandlung | Prüftemp. °C |
Dehngrenze MPa | Zugfestigkeit | Dehnung | Einschnürung % |
||
| 0,2 % |
1 % |
MPa | l0 | % | |||||
| Anforderungen | |||||||||
Kerbschlagbiegeversuch:
| Proben- Nr. |
Probenform | Wärmebehandlung | Prüftemp. °C |
Kerblage | Schlagenergie KV2 J |
Laterale Breitung |
|
| Einzelwert | Mittelwert | mm | |||||
| Anforderungen | |||||||
Chemische Zusammensetzung des reinen Schweißgutes (ggf. Abnahmeprüfzeugnis 3.1):
| C % | Si % | Mn % | P % | S % | |||||||
| Anford. | |||||||||||
| Befund |
Anhang 1
| ____________________________ Ort und Datum |
____________________________ Sachverständiger |
| Anhang 1 zum Abnahmeprüfzeugnis 3.2 |
für Chargenprüfung
| Schweißzusatz Handelsbez.: _________________________ | Prüf-Nr.: __________________________________ |
| Schweißzusatz Charge: _____________________________ | Werks-Nr.: ________________________________ |
Schweißdaten für die Herstellung des reinen Schweißgutes gemäß:
| Proben-Nr. | Stromart Polung |
Stromstärke A |
Spannung V |
Schweiß- geschwindigkeit cm/min |
Schutzgas | Schutzgas- verbrauch l/min |
Vorwärmung Arbeitstemperatur °C |
Wärmebehandlung:
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
Sonstige Prüfungen:
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
Bemerkungen:
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
________________________________________________________________________________________
| _______________________________ Ort und Datum |
_____________________________ Sachverständiger |
| Bestimmungen, auf die in dieser Regel verwiesen wird | Anhang B |
Verwiesene Bestimmungen gelten nur in der in diesem Anhang angegebenen Fassung. Gleitende Verweise in den hier aufgeführten Bestimmungen gelten nur in der Fassung, die zum Zeitpunkt der Aufstellung dieser Bestimmung vorlag.)
| AtG | Gesetz über die friedliche Verwendung der Kernenergie und den Schutz gegen ihre Gefahren (Atomgesetz - AtG) in der Fassung der Bekanntmachung vom 15. Juli 1985 (BGBl. I S. 1565), zuletzt geändert durch Artikel 307 der Verordnung vom 31. August 2015 (BGBl. I 2015, Nr. 35, S. 1474) | |
| StrlSchV | Verordnung über den Schutz vor Schäden durch ionisierende Strahlen (Strahlenschutzverordnung - StrlSchV)) vom 20. Juli 2001 (BGBl. I S. 1714; 2002 I S. 1459), zuletzt geändert durch Artikel 5 der Verordnung vom 11. Dezember 2014 (BGBl. I S. 2010) | |
| SiAnf | (2015-03) | Sicherheitsanforderungen an Kernkraftwerke ( SiAnf) in der Fassung der Bekanntmachung vom 3. März 2015 (BAnz AT 30.03.2015 B2) |
| Interpretationen | (2015-03) | Interpretationen zu den Sicherheitsanforderungen an Kernkraftwerke vom 22. November 2012, geändert am 3. März 2015 (BAnz AT 30.03.2015 B3) |
| KTA 1404 | (2013-11) | Dokumentation beim Bau und Betrieb von Kernkraftwerken |
| KTA 1408.1 | (2015-11) | Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken; Teil 1: Eignungsprüfung |
| KTA 1408.2 | (2015-11) | Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- oder aktivitätsführende Komponenten in Kernkraftwerken; Teil 2: Herstellung |
| KTA 3201.1 | (1998-06) | Komponenten des Primärkreises von Leichtwasserreaktoren; Teil 1: Werkstoffe und Erzeugnisformen |
| KTA 3201.3 | (2007-11) | Komponenten des Primärkreises von Leichtwasserreaktoren; Teil 3: Herstellung |
| KTA 3211.1 | (2015-11) | Druck- und aktivitätsführende Komponenten von Systemen außerhalb des Primärkreises; Teil 1: Werkstoffe |
| KTA 3211.3 | (2012-11) | Druck- und aktivitätsführende Komponenten von Systemen außerhalb des Primärkreises; Teil 3: Herstellung |
| KTA 3401.3 | (1986-11) | Reaktorsicherheitsbehälter aus Stahl; Teil 3: Herstellung |
| DIN EN ISO 148-1 | (2011-01) | Metallische Werkstoffe - Kerbschlagbiegeversuch nach Charpy - Teil 1: Prüfverfahren (ISO 148-1:2009); Deutsche Fassung EN ISO 148-1:2010 |
| DIN EN ISO 6847 | (2013-11) | Schweißzusätze - Auftragung von Schweißgut zur Bestimmung der chemischen Zusammensetzung (ISO 6847:2013); Deutsche Fassung EN ISO 6847:2013 |
| DIN EN ISO 6892-1 | (2009-12) | Metallische Werkstoffe - Zugversuch - Teil 1: Prüfverfahren bei Raumtemperatur (ISO 6892-1:2009); Deutsche Fassung EN ISO 6892-1:2009 |
| DIN EN ISO 6892-2 | (2011-05) | Metallische Werkstoffe - Zugversuch - Teil 2: Prüfverfahren bei erhöhter Temperatur (ISO 6892-2:2011); Deutsche Fassung EN ISO 6892-2:2011 |
| DIN EN ISO 9016 | (2013-02) | Zerstörende Prüfung von Schweißverbindungen an metallischen Werkstoffen - Kerbschlagbiegeversuch - Probenlage, Kerbrichtung und Beurteilung (ISO 9016:2012); Deutsche Fassung EN ISO 9016:2012 |
| DIN EN ISO 9712 | (2012-12) | Zerstörungsfreie Prüfung - Qualifizierung und Zertifizierung von Personal der zerstörungsfreien Prüfung (ISO 9712:2012); Deutsche Fassung EN ISO 9712:2012 |
| DIN EN 10204 | (2005-01) | Metallische Erzeugnisse - Arten von Prüfbescheinigungen; Deutsche Fassung EN 10204:2004 |
| DIN EN ISO 15792-1 | (2012-01) | Schweißzusätze - Prüfverfahren - Teil 1: Prüfverfahren für Prüfstücke zur Entnahme von Schweißgutproben an Stahl, Nickel und Nickellegierungen (ISO 15792-1:2000 + Amd 1:2011); Deutsche Fassung EN ISO 15792-1:2008 + A1:2011 |
| DIN 32525-4 | (2010-05) | Schweißzusätze - Prüfung von Schweißzusätzen mittels Schweißgutproben - Teil 4: Prüfstück für die Ermittlung der Härte von Auftragschweißungen |
| DIN 50125 | (2009-07) | Prüfung metallischer Werkstoffe - Zugproben |
| VdTÜV Merkblatt Schweißtechnik 1153 |
(2012-10) | Richtlinie für die Eignungsprüfung von Schweißzusätzen |
_____
Bekanntmachung von sicherheitstechnischen Regeln des Kerntechnischen Ausschusses vom 4. Dezember 2015 (BAnz AT 08.01.2016 B4)
Gemäß § 7 Absatz 6 der Bekanntmachung über die Neufassung der Bekanntmachung über die Bildung eines Kerntechnischen Ausschusses vom 26. November 2012 (BAnz AT 10.12.2012 B2) gebe ich nachstehend die vom Kerntechnischen Ausschuss am 10. November 2015 beschlossenen Regeln (Regeländerungen)
KTA 1408.1 Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken;
Teil 1: EignungsprüfungKTA 1408.2 Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken;
Teil 2: HerstellungKTA 1408.3 Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken;
Teil 3: VerarbeitungKTA 1504 Überwachung der Ableitung radioaktiver Stoffe mit Wasser
KTA 2101.1 Brandschutz in Kernkraftwerken;
Teil 1: Grundsätze des BrandschutzesKTA 2101.2 Brandschutz in Kernkraftwerken;
Teil 2: Brandschutz an baulichen AnlagenKTA 2101.3 Brandschutz in Kernkraftwerken;
Teil 3: Brandschutz an maschinen- und elektrotechnischen AnlagenKTA 2103 Explosionsschutz in Kernkraftwerken mit Leichtwasserreaktoren
(allgemeine und fallbezogene Anforderungen)KTA 2201.5 Auslegung von Kernkraftwerken gegen seismische Einwirkungen;
Teil 5: Seismische InstrumentierungKTA 2201.6 Auslegung von Kernkraftwerken gegen seismische Einwirkungen;
Teil 6: Maßnahmen nach ErdbebenKTA 3101.3 Auslegung der Reaktorkerne von Druck- und Siedewasserreaktoren;
Teil 3: Mechanische und thermische AuslegungKTA 3103 Abschaltsysteme von Leichtwasserreaktoren
KTA 3205.2 Komponentenstützkonstruktionen mit nichtintegralen Anschlüssen;
Teil 2: Komponentenstützkonstruktionen mit nichtintegralen Anschlüssen für druck- und aktivitätsführende Komponenten in Systemen außerhalb des PrimärkreisesKTA 3211.1 Druck- und aktivitätsführende Komponenten von Systemen außerhalb des Primärkreises;
Teil 1: WerkstoffeKTA 3301 Nachwärmeabfuhrsysteme von Leichtwasserreaktoren
KTA 3303 Wärmeabfuhrsysteme für Brennelementlagerbecken von Kernkraftwerken mit Leichtwasserreaktoren
KTA 3501 Reaktorschutzsystem und Überwachungseinrichtungen des Sicherheitssystems
KTA 3503 Typprüfung von elektrischen Baugruppen der Sicherheitsleittechnik
KTA 3505 Typprüfung von Messwertgebern und Messumformern der Sicherheitsleittechnik
in der Fassung 2015-11 bekannt (Anlage).
 |
ENDE | |
(Stand: 27.11.2019)
Alle vollständigen Texte in der aktuellen Fassung im Jahresabonnement
Nutzungsgebühr: ab 105.- € netto
(derzeit ca. 7200 Titel s.Übersicht - keine Unterteilung in Fachbereiche)
Die Zugangskennung wird kurzfristig übermittelt
? Fragen ?
Abonnentenzugang/Volltextversion