 Für einen individuellen Ausdruck passen Sie bitte die
Für einen individuellen Ausdruck passen Sie bitte dieEinstellungen in der Druckvorschau Ihres Browsers an. Regelwerk, Technische Regeln, KTA

| Für einen individuellen Ausdruck passen Sie bitte die Einstellungen in der Druckvorschau Ihres Browsers an. Regelwerk, Technische Regeln, KTA |
|
KTA 1408.1 - Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken
Teil 1: Eignungsprüfung
Sicherheitstechnische Regel des KTA
Fassung November 2015
(BAnz AT 08.01.2016 B4; 17.05.2018 B8 aufgehoben)
Siehe Fn. *
Frühere Fassungen der Regel:
1985-06 (BAnz. Nr. 203a vom 29. Oktober 1985)
2008-11 (BAnz. Nr. 15a vom 29. Januar 2009)
Grundlagen
(1) Die Regeln des Kerntechnischen Ausschusses (KTA) haben die Aufgabe, sicherheitstechnische Anforderungen anzugeben, bei deren Einhaltung die nach dem Stand von Wissenschaft und Technik erforderliche Vorsorge gegen Schäden durch die Errichtung und den Betrieb der Anlage getroffen ist (§ 7 Abs. 2 Nr. 3 Atomgesetz -AtG-), um die im AtG und in der Strahlenschutzverordnung ( StrlSchV) festgelegten sowie in den "Sicherheitsanforderungen an Kernkraftwerke" ( SiAnf) und den "Interpretationen zu den Sicherheitsanforderungen an Kernkraftwerke" weiter konkretisierten Schutzziele zu erreichen.
(2) Die Sicherheitsanforderungen an Kernkraftwerke fordern in Nr. 3.4 "Anforderungen an die Druckführende Umschließung und die drucktragende Wandung von Komponenten der Äußeren Systeme" und in Nr. 3.6 "Anforderungen an den Sicherheitseinschluss" die Unversehrtheit der drucktragenden Wandungen sowie in Anforderung Nr. 5 (3) eine Dokumentation, dass der Zustand der Einrichtungen die Anforderungen erfüllt. Für ordnungsgemäß herzustellende Schweißverbindungen folgt daraus, dass Schweißzusätze und -hilfsstoffe einer besonderen Qualitätssicherung unterworfen sein müssen.
(3) Bei Herstellung, Lagerung und Verarbeitung von Schweißzusätzen und -hilfsstoffen müssen die Eigenschaften erzielt und erhalten werden, die sicherstellen, dass die ausgeführten Schweißungen den an sie gestellten Anforderungen bis zum Ablauf der vorgesehenen Betriebszeit gerecht werden. Das wird erreicht durch sorgfältige
(4) Durch Eignungsprüfungen wird festgestellt, ob die gewählten Schweißzusätze und -hilfsstoffe für eine vorgesehene Verwendung den gestellten Anforderungen hinsichtlich ihrer Zusammensetzung, Schweißeignung und der Eigenschaften der ausgeführten Schweißung genügen.
(5) Die Regeln der Reihe KTA 1408 stehen in engem Zusammenhang mit den Regeln
| KTA 3201.3 | Komponenten des Primärkreises von Leichtwasserreaktoren; Teil 3: Herstellung, |
| KTA 3211.3 | Druck- und aktivitätsführende Komponenten von Systemen außerhalb des Primärkreises; Teil 3: Herstellung, |
| KTA 3401.3 | Reaktorsicherheitsbehälter aus Stahl; Teil 3: Herstellung, |
in denen die Anforderungen an die Schweißungen festgelegt sind, zu deren Herstellung die hier behandelten Schweißzusätze und -hilfsstoffe dienen.
1 Anwendungsbereich
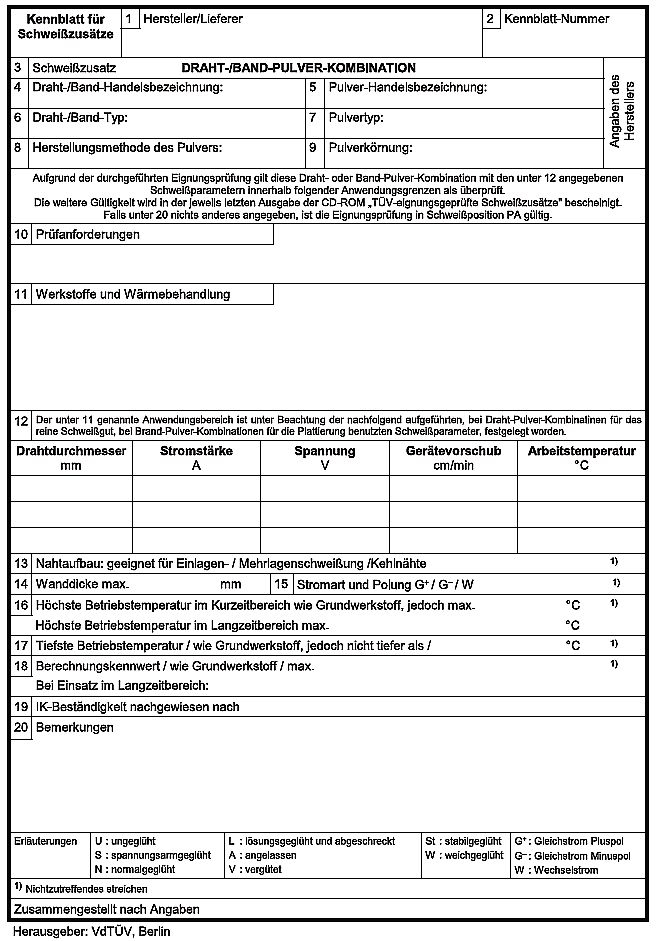
(1) Diese Regel ist anzuwenden auf die Eignungsprüfung von Schweißzusätzen und -hilfsstoffen (siehe Bild 1-1), die bei der Fertigung von Erzeugnisformen, Bauteilen, Baugruppen zu drucktragenden Wandungen von Komponenten in ortsfesten Kernkraftwerken mit Leichtwasserreaktoren verwendet werden sollen. Hierzu gehören:
(2) Für Schweißzusätze und -hilfsstoffe, die vor Aufstellung dieser Regel nachweislich für die Herstellung von Komponenten entsprechend Absatz 1 eingesetzt worden sind, ist keine erneute Eignungsprüfung erforderlich. Dies gilt auch für Schweißzusätze und -hilfsstoffe, die vor Aufstellung dieser Regel in Sonderprogrammen, die in ihrem Umfang den nach-folgenden Festlegungen vergleichbar sind, untersucht wurden.
Bild 1-1: Anforderungen an Schweißzusätze und -hilfsstoffe
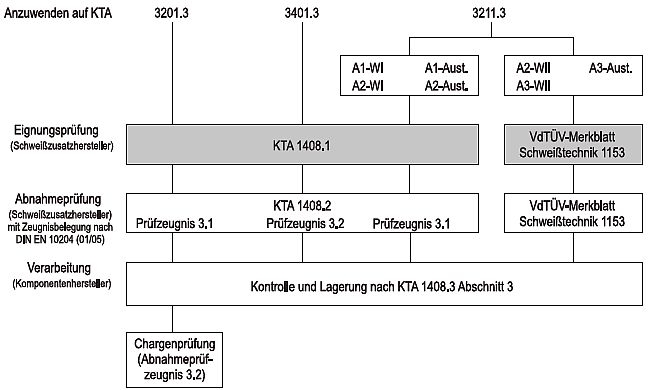
A1, A2, A3 : Prüfgruppen
W I, W II : Werkstoffgruppen
Nähere Angaben hierzu sind den Regeln KTA 3211.1 und KTA 3211.3 zu entnehmen.
2 Begriffe
(1) Hersteller
Hersteller ist derjenige, der Schweißzusätze selbst herstellt oder die Endfertigung, die für die Qualität des Schweißzusatzes bestimmend ist, vornimmt.
Diejenigen, die diese Produkte als halbfertige oder fertige Produkte einkaufen und die volle Gewährleistung hinsichtlich der chemischen Zusammensetzung, der Qualität und der Eigenschaften dieser Produkte übernehmen und eine Überwachung der Produktion und der Produkte sicherstellen, können auch als Hersteller bezeichnet werden.
(2) Herstellerwerk
Als Herstellerwerk gilt diejenige Betriebsstätte, die Schweißzusätze und -hilfsstoffe herstellt und verpackt.
(3) Lieferer
Lieferer ist derjenige, der eignungsgeprüfte Schweißzusätze von einem Hersteller einkauft und mit seiner eigenen Handelsbezeichnung ausliefert.
(4) Sachverständiger
Sachverständiger für die Prüfungen nach dieser Regel ist der nach § 20 des Atomgesetzes von der Genehmigungs- oder Aufsichtsbehörde zugezogene Sachverständige. Die in dieser Regel vorgesehenen Prüfungen/Überprüfungen erfolgen auf der Grundlage eines entsprechenden Auftrags der zuständigen Behörde.
(5) Schweißhilfsstoff
Schweißhilfsstoff ist ein Erzeugnis, welches das Schweißen ermöglicht oder erleichtert, z.B. Schutzgas, Schweißpulver oder Paste.
(6) Schweißzusatz
Schweißzusatz ist ein Werkstoff, der beim Schweißen zugeführt wird und zur Schweißnahtbildung beiträgt.
3 Anforderungen an das Herstellerwerk
3.1 Betriebseinrichtungen
(1) Die Betriebseinrichtungen müssen eine gleichmäßige Herstellung der Erzeugnisse mit gleich bleibender Qualität des Endprodukts ermöglichen. Der Hersteller hat ausreichende Maßnahmen zu ergreifen, die bei der Herstellung und Lagerung von Schweißzusätzen und -hilfsstoffen Verwechslungen ausschließen und die Einhaltung von Herstellungsvorschriften sicherstellen.
(2) Für die Lieferung von gewalztem, gezogenem oder gegossenem Vormaterial kommen nur Zulieferer in Frage, die vom Hersteller hinsichtlich
überprüft sind.
Die Bestellvorschriften sind hinsichtlich der Angaben zur chemischen Zusammensetzung der Lieferung dem Sachverständigen vorzulegen. Alle Änderungen der Bestellvorschriften oder des Lieferantenkreises für Vormaterial gegenüber dem schriftlich erfassten Zustand in der endgültigen Dokumentation über die Eignungsprüfung sind dem Sachverständigen mitzuteilen.
(3) Für pulverförmige Materialien für Stabelektroden, Fülldrahtelektroden und Schweißpulver aller Art müssen Bestellvorschriften vorliegen. Alle Änderungen der Materialien oder Rezepturen gegenüber dem schriftlich erfassten Zustand in der endgültigen Dokumentation über die Eignungsprüfung sind dem Sachverständigen mitzuteilen. Die Nummer oder Bezeichnung der gültigen Rezeptur ist dem Sachverständigen bekannt zu geben, der diese in seinen Bericht über die Eignungsprüfung aufnimmt.
(4) Die Herstellung von Schweißzusätzen und -hilfsstoffen muss nach schriftlich festgelegten Fertigungsschritten erfolgen, deren Einhaltung vom Hersteller zu überwachen ist.
(5) Für die Herstellung von umhüllten Stabelektroden, Schweißpulvern und Fülldrahtelektroden müssen geeignete Trocknungseinrichtungen mit ausreichender Temperaturkontrolle vorhanden sein. Die Trocknungsbedingungen müssen in einer Herstellungsvorschrift aufgeführt sein, und ihre Einhaltung muss vom Hersteller überwacht werden. Alle Änderungen der Trocknungsbedingungen gegenüber dem schriftlich erfassten Zustand in der endgültigen Dokumentation über die Eignungsprüfung sind dem Sachverständigen mitzuteilen.
3.2 Eingangs-, Zwischen- und Endkontrollen
(1) Der Hersteller muss über eine fertigungsunabhängige Qualitätsstelle verfügen, die nach schriftlich festgelegten Anweisungen Eingangs-, Zwischen- und Endkontrollen vornimmt (siehe auch KTA 1408.2). Diese müssen auf das Fertigungssystem abgestimmt sein, ein in Güte und Gleichmäßigkeit einwandfreies Endprodukt gewährleisten sowie Verwechslungen ausschließen.
(2) Die schriftlich festgelegten Maßnahmen zur Sicherung der Qualität sind dem Sachverständigen vorzulegen. Der Leiter der Qualitätsstelle ist dem Sachverständigen namentlich zu benennen.
3.3 Kennzeichnung der Erzeugnisse
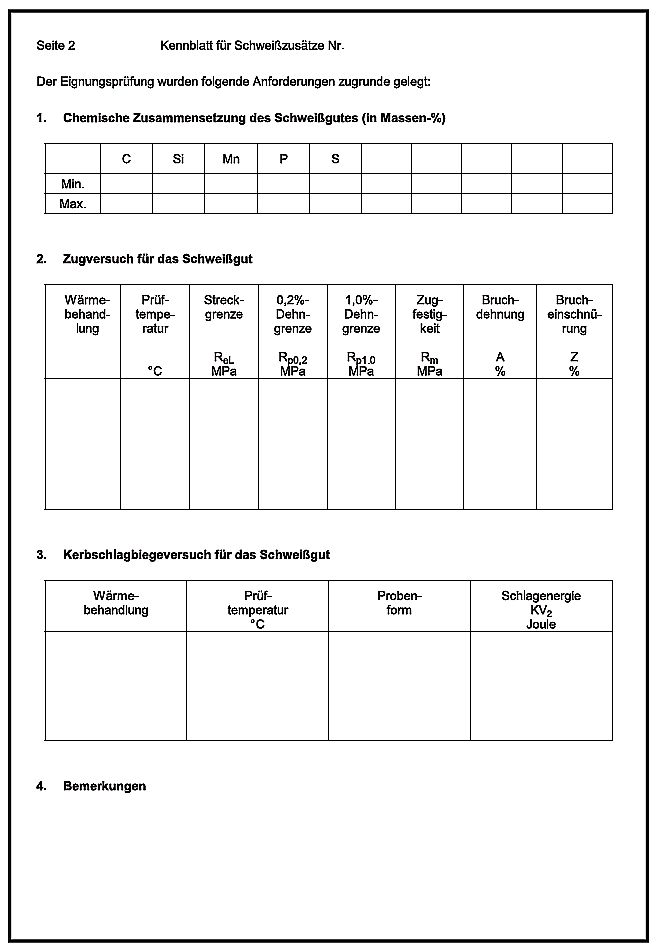
(1) Die Kennzeichnung der Erzeugnisse muss sicherstellen, dass eine Verwechslung auf dem Weg vom Verlassen des Herstellerwerks bis hin zur Verarbeitung durch den Schweißer aufgrund falscher oder mangelhafter Kennzeichnung ausgeschlossen werden kann. Der Schweißzusatz ist mindestens mit der Handelsbezeichnung zu kennzeichnen. Andere Kennzeichnungen anstelle der Handelsbezeichnung, die eine ein-wandfreie Identifizierung sicherstellen, bedürfen bei Schweißzusätzen und -hilfsstoffen mit einer Eignungsprüfung gemäß den Abschnitten 4 bis 10 der Aufnahme in das Kennblatt für Schweißzusätze (siehe Anhang A). Zusätzliche Kennzeichnungen werden nicht in das Kennblatt aufgenommen.
(2) Schweißstäbe müssen eine Prägung erhalten, die bei Längen über 1 m mehrfach zu wiederholen ist. Das Kennzeichnungssystem muss, soweit es nicht in Normen festgelegt ist, innerhalb der Erzeugnisse eines Herstellers eindeutig sein und den Hersteller erkennen lassen. Bei Werkstoffen, die eine Prägung nicht zulassen (z.B. bei Guss-Stäben) oder bei denen aus anderen Gründen eine Prägekennzeichnung nicht möglich ist (z.B. bei Durchmessern von 2 mm und kleiner) muss eine eindeutige Kennzeichnung erfolgen (z.B. durch angeklebte Fahnen).
(3) Die Schweißzusätze sind nach DIN EN ISO 544 und die Schweißpulver nach DIN EN ISO 14174 zu kennzeichnen.
(4) Der Aufdruck auf der Umhüllung von Stabelektroden darf nur aus Farbstoffen bestehen, die auf das Schweißergebnis keinen nachteiligen Einfluss ausüben.
(5) Soll bei Schweißzusätzen und -hilfsstoffen mit einer Eignungsprüfung gemäß den Abschnitten 4 bis 10 ein zusätzlicher Hinweis auf die Eignungsprüfung entsprechend dieser Regel gegeben werden, so ist hierfür folgender Text verbindlich:
"Eignungsgeprüft entsprechend KTA 1408.1"
(6) Schweißzusätze und -hilfsstoffe, deren Eignung durch ein anwendungsspezifisches Einzelgutachten gemäß Anhang G geprüft wurde, dürfen nicht mit der Kennzeichnung "Eignungsgeprüft entsprechend KTA 1408.1" versehen werden.
3.4 Prüfeinrichtungen
Das Herstellerwerk muss über ausreichende Prüfeinrichtungen zur Durchführung der Eingangs-, Zwischen- und Endkontrollen verfügen. Zur laufenden Überwachung der mechanisch-technologischen Werte und chemischen Zusammensetzung müssen die notwendigen Schweiß- und Prüfeinrichtungen zur Verfügung stehen. Die sonstigen zur Sicherstellung gleichmäßiger Qualität notwendigen Kontrollgeräte müssen im Herstellerwerk vorhanden sein.
3.5 Erstmalige Überprüfung des Herstellerwerks
(1) Die erstmalige Überprüfung des Herstellerwerks bezieht sich auf die Anforderungen nach den Abschnitten 3.1 bis 3.4. Über die Überprüfung erstellt der Sachverständige einen Bericht.
(2) Der Hersteller muss sowohl für die Vormaterialien als auch für die Fertigprodukte Richtwerte für die chemische Zusammensetzung und für die mechanisch-technologischen Eigenschaften zur Verfügung stellen.
Hinweis:Die Anforderungen an das Herstellerwerk gelten bereits als erfüllt, wenn Abschnitt 4 VdTÜV-Merkblatt Schweißtechnik 1153 in Verbindung mit DIN EN 12074 eingehalten ist.
4 Beurteilung der Eignung von Schweißzusätzen und -hilfsstoffen
4.1 Allgemeines
(1) Die Anforderungen an die spezifischen Eigenschaften der Schweißzusätzen und -hilfsstoffe basieren auf den Festlegungen in der jeweils zutreffenden Einteilungsnorm. Schweißzusätze und -hilfsstoffe, die keiner Einteilung entsprechen, sind entsprechend ihren Eigenschaften den Einteilungsnormen zuzuordnen (siehe z.B. Anhang C). Zusätzliche Anforderungen an die chemische Zusammensetzung von reinem Schweißgut umhüllter Stabelektroden, Fülldrahtelektroden und Draht-Pulver-Kombinationen sowie an die chemische Zusammensetzung von Massivprodukten sind in Anhang F festgelegt.
(2) Der Sachverständige hat die Eignung von Schweißzusätzen und -hilfsstoffen aufgrund der nachfolgend geforderten Angaben und Prüfungen zu beurteilen. Die Eignungsprüfung darf nur an Schweißzusätzen von Herstellern vorgenommen werden, deren Produktionseinrichtungen vom Sachverständigen überprüft worden sind.
(3) Die Eignungsprüfung ist im Herstellerwerk der Schweißzusätze und -hilfsstoffe durchzuführen.
4.2 Herstellerangaben
4.2.1 Allgemeines
Kenndaten, Eigenschaften und chemische Zusammensetzung, wie sie vom Hersteller für das Erzeugnis festgelegt sind, sowie der vorgesehene Geltungsbereich der Eignungsprüfung des zu prüfenden Schweißzusatzes und -hilfsstoffes sind dem Sachverständigen vor Beginn der Prüfungen vom Hersteller bekannt zu geben.
4.2.2 Kenndaten
Die Kenndaten sind:
4.2.3 Angabe von Richtwerten und Eigenschaften
(1) Die zulässigen Grenzen müssen angegeben werden für die
(2) Es müssen Eigenschaften bei besonderen Einsatzbedingungen angegeben werden, z.B.:
4.2.4 Geltungsbereich
Der Geltungsbereich der Eignungsprüfung ist vom Hersteller so festzulegen, dass die Eigenschaften des Schweißguts in sinnvoller Übereinstimmung mit den Gebrauchseigenschaften der Grundwerkstoffe des Geltungsbereichs stehen. Bei der Abgrenzung des Geltungsbereichs sind die für kerntechnische Anlagen gültigen KTA-Regeln zu beachten. Der Geltungsbereich ist durch die folgenden Angaben zu beschreiben:
4.3 Umfang der Eignungsprüfung
(1) Es sind Untersuchungen
(2) Die vorgenannten Untersuchungen beziehen sich auf die Prüfung der
(3) Abhängig vom Verwendungszweck des Schweißzusatzes sind ergänzende Prüfungen durchzuführen, zum Beispiel
(4) Werden Schweißzusätze und -hilfsstoffe in solchen geringen Mengen (jeweils maximal 500 kg) verwendet, dass eine Eignungsprüfung aus Gründen unverhältnismäßig hohen Aufwands nicht in Frage kommt, darf ein auf den Verwendungszweck abgestimmtes Einzelgutachten erstellt werden. Die hierfür anzuwendende Vorgehensweise ist im Anhang G festgelegt. Eine anwendungsspezifische Eignungsprüfung darf nur dann durchgeführt werden, wenn der Anwendungsfall und die späteren Betriebsbedingungen bekannt sind. Hierbei wird vorausgesetzt, dass der Schweißzusatz nach VdTÜV-Merkblatt Schweißtechnik 1153 in Verbindung mit DIN EN 14532-1 und DIN EN 14532-2 eignungsgeprüft ist.
4.4 Untersuchung der Schweißzusätze und -hilfsstoffe
4.4.1 Probenentnahme und Prüfung der äußeren Beschaffenheit
(1) Im Rahmen der Eignungsprüfung müssen die für die Eignungsprüfung verwendeten Schweißzusätze und -hilfsstoffe in Anwesenheit des Sachverständigen dem Lager des Herstellers entnommen werden.
(2) Bei allen Schweißzusätzen und -hilfsstoffen sind die Abmessungen, die in den Geltungsbereich der Prüfung ein-bezogen werden sollen, zu überprüfen, das heißt
(3) Bei Pulvern für Unterpulver- oder Elektroschlackeschweißungen ist die nach DIN EN ISO 14174 festgelegte Körnung zu überprüfen. Die Körnung anderer Pulver (z.B. für das Plasmaauftragschweißen) ist ebenfalls auf Einhaltung der Herstellervorgaben zu überprüfen.
(4) Darüber hinaus sollen auch alle weiteren äußeren Merkmale der Schweißzusätze und -hilfsstoffe dokumentiert werden, zum Beispiel
4.4.2 Chemische Zusammensetzung
(1) Anhand der Angaben über die chemische Zusammensetzung prüft der Sachverständige die Einhaltung der vom Hersteller festgelegten Grenzwerte der Analysen für
(2) Bei der chemischen Analyse der Kerndrähte, Schweißstäbe, Band- und Drahtelektroden sind die Legierungsanteile zu bestimmen, außerdem die Verunreinigungen (z.B. bei niedrig legierten Schweißzusätzen Phosphor, Schwefel, Stickstoff und Chrom). Besonderes Augenmerk ist auf metallische Überzüge, z.B. Kupfer, zu legen. Es ist der Anteil des Überzugs in der chemischen Analyse des Schweißzusatzes zu bestimmen.
(3) Bei der chemischen Analyse der Umhüllungen oder Pulver sollen, soweit eine ausführliche Richtanalyse des Herstellers vorliegt, die für die Eigenschaften der Umhüllung oder des Pulvers maßgebenden Bestandteile stichprobenweise nachgeprüft werden. Falls der Hersteller unvollständige Richtwerte zur Verfügung stellt, ist eine Vollanalyse notwendig.
(4) Um die Eigenschaften einer Umhüllung feststellen zu können, sind mindestens die Anteile an SiO2, Mn und CaF2 zu bestimmen. Falls über die Umhüllung bestimmte Bestandteile wie Chrom, Nickel, Molybdän zulegiert werden, sind auch diese zu bestimmen.
4.5 Untersuchungen am reinen Schweißgut
4.5.1 Allgemeines
Die Eigenschaften des reinen Schweißguts sind zu prüfen. Für Schweißzusätze und -hilfsstoffe, die ausschließlich für das Schweißplattieren und -panzern verwendet werden (z.B. austenitische Stähle, Hartauftragslegierungen), brauchen keine Prüfungen am reinen Schweißgut - mit Ausnahme der chemischen Analyse - vorgenommen werden.
4.5.2 Prüfstückformen
(1) Es sind Schweißgutprüfstücke nach DIN EN ISO 15792-1 anzufertigen. Für die Prüfung von Stab-, Draht-, Fülldrahtelektroden und Schweißstäben sind die Prüfstückformen 1.2 oder 1.3, für die Prüfung von Draht-Pulver-Kombinationen für das Unterpulverschweißen die Prüfstückformen 1.3 oder 1.4 zu verwenden. Für die Prüfung von Schweißzusätzen und -hilfsstoffen für das Auftragschweißen sind Prüfstücke nach den zutreffenden Normen anzufertigen.
(2) Falls der Hersteller eine Überprüfung des Schweißzusatzes für die Schweißung an Gleich- und Wechselstrom oder bei Gleichstrom an beiden Polen vorsieht, ist die Prüfung für jede Stromart oder Polung durchzuführen. Hierbei ist der volle Prüfumfang für die Stromart mit den ungünstigeren Auswirkungen auf den Schweißprozess - in der Regel Wechselstrom - oder die weniger gebräuchliche Polung vorzusehen. Für die verbleibende Stromart oder Polung sind an Prüfstücken außer der chemischen Zusammensetzung auch die mechanisch-technologischen Eigenschaften im ungeglühten Zustand oder nach der kürzesten vorgesehenen Wärmebehandlung für den größten im Geltungsbereich vorgesehenen Durchmesser des Schweißzusatzes zu ermitteln. Ergeben sich bei der Prüfung des reinen Schweißguts für die unter-schiedlichen Stromarten oder Polungen wesentliche Unterschiede in den Ergebnissen, so ist anstelle der Stichprobe das gesamte Prüfprogramm durchzuführen.
(3) Vor Beginn der Prüfung sind die vom Hersteller zu erstellenden Schweiß- und Prüfpläne dem Sachverständigen vorzulegen. In den Schweißplänen ist der prinzipielle Nahtaufbau durch Skizzen darzustellen. Werden Schweißhilfsstoffe verwendet, so sind diese mit einem Abnahmeprüfzeugnis 3.1 nach DIN EN 10204 (siehe KTA 1408.2 Abschnitt 8) zu belegen.
4.5.3 Schweißbedingungen
(1) Folgende Schweißbedingungen sind einzuhalten für:
Abweichungen von den oben genannten Schweißbedingungen sind im Kennblatt anzugeben.
(2) Die Tabellen 4.5.3-1 bis 4.5.3-5 gelten für ferritische Schweißzusätze und sind, so weit zutreffend, auf austenitische, nickellegierte und andere Schweißzusätze anzuwenden. Die Daten sind vom Hersteller festzulegen und vom Sachverständigen zu prüfen.
(3) Die in den Tabellen 4.5.3-1 bis 4.5.3-5 und 4.6.2-1 bis 4.6.2-3 angegebene Vorwärm- und Zwischenlagentemperatur bezieht sich auf Feinkornbaustähle. Bei anderen Werkstoffen ist die Vorwärm- und Zwischenlagentemperatur festzulegen und vom Sachverständigen zu prüfen. Die Zwischenlagentemperatur ist zu protokollieren. Die Definition der Vorwärm- und Zwischenlagentemperatur ist DIN EN ISO 13916 zu entnehmen.
Tabelle 4.5.3-1: Richtwerte für Schweißdaten zur Herstellung der Prüfstücke aus reinem Schweißgut - Stabelektroden -
| Kernstabdurchmesser · Länge mm |
Schweißstrom A |
Ungefähre Ausziehlänge mm |
Streckenenergie1) kJ/cm |
Prüfstückform nach DIN EN ISO 15792-1 |
Vorwärm- und Zwischenlagentemperatur °C |
| 2,5 · 250 | Für die einzelnen Abmessungen der Stabelektroden ist die um 10 % verringerte obere vom Hersteller auf dem Etikett angegebene Stromstärke als Mittelwert einzustellen. | 150 | 5 bis 7 | 1.2 | 125 bis 175 |
| 2,5 · 300 | 170 | ||||
| 2,5 · 350 | 200 | ||||
| 3,25 · 350 | 240 | 7 bis 9 | 1.2 | ||
| 4 · 350 | 260 | 11 bis 13 | 1.3 | ||
| 4 · 450 | 340 | ||||
| 5 · 450 | 400 | 14 bis 16 | |||
| 6 · 450 | 470 | 18 bis 22 | |||
| 1) mit den genannten Ausziehlängen je Stabelektrode (Stummellänge 50 mm) wird die jeweils genannte Streckenenergie erreicht. | |||||
Tabelle 4.5.3-2: Richtwerte für Schweißdaten zur Herstellung der Prüfstücke aus reinem Schweißgut - Draht-Pulver-Kombination -
| Drahtelektrodendurchmesser mm |
Schweißstrom A |
Schweißspannung V |
Schweißgeschwindigkeit cm/min |
Streckenenergie kJ/cm |
Prüfstückform nach DIN EN ISO 15792-1 |
Vorwärm- und Zwischenlagentemperatur °C |
| 4 | ca. 550 | pulverspezifisch | ca. 45 | 21 bis 24 | 1.3 oder 1.4 | 125 bis 175 |
Tabelle 4.5.3-3: Richtwerte für Schweißdaten zur Herstellung der Prüfstücke aus reinem Schweißgut -Massivdrahtelektrode -
| Drahtelektrodendurchmesser mm |
Schweißstrom A |
Schweißspannung V |
Schweißgeschwindigkeit cm/min |
Streckenenergie kJ/cm |
Prüfstückform nach DIN EN ISO 15792-1 |
Vorwärm- und Zwischenlagentemperatur °C |
| 1,2 | 280 ± 10 | gasabhängig | 50 | 8 bis 10 | 1.3 | 125 bis 175 |
| 30 | 14 bis 17 | |||||
| Bei anderen Drahtdurchmessern und Schweißbedingungen außerhalb des überprüften Streckenenergiebereichs - insbesondere im Bereich des Kurzlichtbogens - sind die Schweißdaten vom Hersteller festzulegen und vom Sachverständigen zu prüfen. | ||||||
Tabelle 4.5.3-4: Richtwerte für Schweißdaten zur Herstellung der Prüfstücke aus reinem Schweißgut - Fülldrahtelektrode -
| Drahtelektrodendurchmesser mm |
Schweißstrom A |
Schweißspannung V |
Schweißgeschwindigkeit cm/min |
Streckenenergie kJ/cm |
Prüfstückform nach DIN EN ISO 15792-1 |
Vorwärm- und Zwischenlagentemperatur °C |
| 1,2 | 250 ± 10 | 25 bis 28 | 50 | 7,5 bis 8,5 | 1.3 | 125 bis 175 |
| 280 ± 10 | 26 bis 31 | 30 | 14 bis 17 | |||
| 1,6 | 300 ± 10 | 26 bis 29 | 15,5 bis 17,5 | |||
| Bei anderen Drahtdurchmessern und Schweißbedingungen außerhalb des überprüften Streckenenergiebereichs - insbesondere im Bereich des Kurzlichtbogens - sind die Schweißdaten vom Hersteller festzulegen und vom Sachverständigen zu prüfen. | ||||||
Tabelle 4.5.3-5: Richtwerte für Schweißdaten zur Herstellung der Prüfstücke aus reinem Schweißgut - Wolfram-Inertgasschweißen -
| Schweißstabdurchmesser mm |
Schweißstrom A |
Schweißspannung V |
Schweißgeschwindigkeit cm/min |
Streckenenergie kJ/cm |
Prüfstückform nach DIN EN ISO 15792-1 |
Vorwärm- und Zwischenlagentemperatur °C |
| 3,0 | 200 ± 10 | ca. 15 | ca. 15 | ca. 12 | 1.2 | 125 bis 175 |
4.5.4 Wärmebehandlungszustände
(1) Wenn die Ofengröße eine Wärmebehandlung des gesamten Prüfstücks nicht erlaubt, darf dieses aufgeteilt werden. Die Wärmebehandlung des reinen Schweißguts darf nicht an ausgearbeiteten Proben erfolgen.
(2) Falls andere als die in den Tabellen 4.5.4-1 bis 4.5.4-3 aufgeführten Wärmebehandlungen erforderlich werden, sind folgende Festlegungen nach (3) bis (8) gültig:
(3) Spannungsarmglühen
(4) Normalglühen
Die Haltedauer beträgt eine halbe Stunde bei der höchsten für die Werkstoffe des Anwendungsbereichs des Schweißzusatzes zulässigen Normalglühtemperatur. Die Abkühlung erfolgt in höchstens 3 Stunden bis 300 °C und danach an Luft.
(5) Anlassen
Die Haltedauer beträgt 15 Stunden bei der höchsten für die Werkstoffe des Anwendungsbereichs des Schweißzusatzes zulässigen Anlasstemperatur. Die Abkühlung soll bis ca. 300 °C im Ofen und danach an Luft erfolgen.
(6) Vergüten
Es ist ein beschleunigtes Abkühlen wie für den Werkstoff vorgesehen mit anschließendem Anlassen gemäß (5) durchzuführen.
(7) Stabilglühen
Die Wärmebehandlung ist gemäß AD 2000-Merkblatt HP 7/3 durchzuführen. Die Haltedauer beträgt 15 Stunden.
(8) Lösungsglühen
Die Haltedauer beträgt eine halbe Stunde bei der untersten Lösungsglühtemperatur für die Werkstoffe des Anwendungsbereichs des Schweißzusatzes, z.B. nach DIN EN 10088-2 Tabellen A.1 bis A.5. Die Abkühlung erfolgt in Wasser. Je nach Anwendungsbereich des Schweißzusatzes sind auch eine kürzere oder längere Haltedauer sowie andere Abkühlbedingungen möglich. Diese sind in das Kennblatt für Schweißzusätze aufzunehmen.
4.5.5 Versuchsbedingungen, Probenform und -anzahl
4.5.5.1 Allgemeines
Für die Prüfstücke zur Entnahme von Schweißgutproben, die Probenlage und die Probenform gelten die Festlegungen in DIN EN ISO 15792-1. Der Prüfumfang ist den Tabellen 4.5.4-1 bis 4.5.4-3 zu entnehmen.
4.5.5.2. Zugversuche bei Raumtemperatur
(1) Der Zugversuch ist nach DIN EN ISO 6892-1 durchzuführen. Es sind folgende Kennwerte zu ermitteln:
Es ist der Proportionalstab nach DIN 50125 mit einem Probendurchmesser d0 von 10 mm zu verwenden.
(2) Je Wärmebehandlungszustand und geprüftem Durchmesser sind drei Proben zu prüfen.
4.5.5.3 Warmzugversuche
(1) Der Zugversuch ist nach DIN EN ISO 6892-2 durchzuführen. Es sind folgende Kennwerte zu ermitteln:
Es ist der Proportionalstab nach DIN 50125 mit einem Probendurchmesser d0 von 10 mm zu verwenden.
Je Temperatur und geprüftem Durchmesser des Schweißzusatzes ist eine Probe zu prüfen.
(2) Für eine Abmessung des jeweiligen Schweißzusatzes sind im Rahmen des Geltungsbereichs Warmzugversuche bei mehreren Temperaturen (z.B. zwischen Raumtemperatur und der oberen Prüftemperatur in Abstufungen von ca. 100 °C) durchzuführen, so dass die charakteristische Kurve ermittelt wird. Bei allen anderen Abmessungen reicht es aus, die höchste zu gewährleistende Temperatur als Prüftemperatur zu wählen.
4.5.5.4 Kerbschlagbiegeversuche
Je Prüftemperatur ist ein Satz Kerbschlagproben (drei Proben mit V-Kerb) unter Verwendung einer Hammerfinne mit 2 mm Radius nach DIN EN ISO 9016 zu prüfen. Zu bestimmen ist die Schlagenergie (KV2); für ferritische Werkstoffe sind zusätzlich die seitliche Breitung und der Zähbruchanteil gemäß DIN EN ISO 148-1 zu ermitteln.
Als Temperaturen sind 33 °C und 80 °C vorzusehen. Mindestens drei weitere Temperaturen sind so festzulegen, dass Hoch- und Tieflage erfasst werden (90 % und 10 % Zähbruchanteil). Der Prüfumfang ist den Tabellen 4.5.4-1 und 4.5.4-2 zu entnehmen.
Bei Schweißzusätzen und -hilfsstoffen, die für den Sicherheitsbehälter vorgesehen sind, muss eine der Prüftemperaturen 5 °C sein.
Außer der Temperatur 33 °C sind mindestens drei weitere Temperaturen so festzulegen, dass Hochlage und Übergangsbereich erfasst werden.
4.5.5.5 Kerbschlagbiegeversuche an gealterten Proben
(1) Kerbschlagbiegeversuche an gealterten Proben sind nur durchzuführen, wenn bei dem zu untersuchenden Schweißzusatz oder aufgrund des vorgesehenen Anwendungsbereichs mit einer signifikanten Alterung zu rechnen ist.
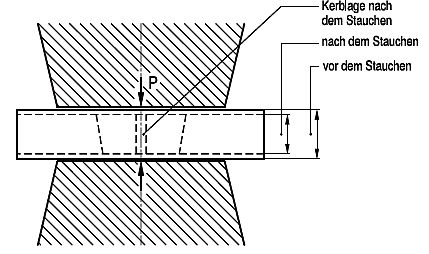
(2) Die Kerbschlagproben sind vor dem Bearbeiten auf Fertigmaß im Bereich des Prüfquerschnitts durch 10 % Stauchen zu verformen und anschließend eine halbe Stunde bei 250 °C zu glühen.
Tabelle 4.5.4-1: Prüfumfang für niedriglegierte Schweißzusätze (Stabelektrode, Fülldrahtelektrode und Draht-Pulver-Kombination)
| Kerbschlagbiegeversuch KV2-T-Kurve |
Fallgewichtsversuch zur Bestimmung der NDT- Temperatur | Zugversuch | Biegeversuch | Chemische Zusammensetzung des Schweißguts |
Härteprüfung und Gefügeuntersuchung |
Wasserstoffbestimmung | |||||||||
| vollständig | eingeschränkt | Alterung | Flachzugprobe | Rundzugprobe | Decklage | Wurzel | Schweiß- gut |
Schweißverbindung | |||||||
| RT | Auslegungstemperatur | auf der Zugseite | |||||||||||||
| Stabelektrode, Fülldrahtelektrode | Schweißgut | Kleinster Kernstabdurchmesser (mindestens 2,5 mm), Fülldrahtdurchmesser 1,2 mm mit 7,5 - 8,5 kJ/cm |
U, SSV | U, SSV | U, SSV | X | U, SSV | ||||||||
| Kernstabdurchmesser 4 mm, Fülldrahtdurchmesser 1,2 mm | U, S3, SSV | S2 | U, S3, SSV | U, S3, SSV | X | U, S3, SSV | X2) | ||||||||
| Größter Kernstabdurchmesser; Fülldrahtdurchmesser 1,6 mm | U, S3, SSV | S2 | U, S1 | U, SSV | U3) | X | U, SSV | ||||||||
| Schweißverbindung | Position PA | U, SSV | U, SSV | U, S3 | U, S3 | U, S3 | U, SSV | ||||||||
| Position PF | U, SSV | S2 | U, SSV | U, S3 | U, S3 | U, S3 | U, SSV | ||||||||
| Position PE | U | U | U | U | |||||||||||
| Draht-Pulver-Kombination | Schweißgut | Mittlere Streckenenergie | U, S3, SSV | U, S1 | U, S3, SSV | U, S3, SSV | X | U, S3, SSV | X2) | ||||||
| Schweißverbindung | Hohe Streckenenergie | U, S3, SSV4) | S2 | U, SSV | U, S3 | U, S3 | U, S3 | U, SSV | |||||||
| Niedrige Streckenenergie1) | U, S3, SSV | S2 | U, SSV | U, S3 | U, S3 | U, S3 | U, SSV | ||||||||
| Wärmebehandlung
U : Falls zulässig, ohne Wärmebehandlung sonst S1 S1: 1 h bei Tmin S2: 5 h bei 0,5 - (Tmin + Tmax) S3: 15 h bei Tmax SSV: Festlegung durch den Sachverständigen 1) Eventueller Einsatz eines zweiten Drahtdurchmessers gleicher Charge. 2) Zwei Fertigungseinheiten, wobei auch unterschiedliche Kernstabdurchmesser geprüft werden dürfen. 3) Es ist der Warmfestigkeitsverlauf im beantragten Temperaturbereich größer als 20 °C in Intervallen von 100 °C zu bestimmen. 4) Es ist zusätzlich ein Satz Kerbschlagproben bei einer im Einvernehmen mit dem Sachverständigen festzulegenden Temperatur aus dem dendritischen Bereich einer Raupenmitte zu prüfen. |
|||||||||||||||
Tabelle 4.5.4-2: Prüfumfang für niedriglegierte Schweißzusätze (SG-Drahtelektrode und WIG-Schweißstäbe)
| Kerbschlagbiegeversuch KV2-T-Kurve |
Fallgewichtsversuch zur Bestimmung der NDT- Temperatur | Zugversuch | Biegeversuch | Chemische Zusammensetzung des Schweißguts |
Härteprüfung und Gefügeuntersuchung | |||||||||
| vollständig | eingeschränkt | Alterung | Flachzugprobe | Rundzugprobe | Decklage | Wurzel | Schweißgut | Schweißverbindung | ||||||
| RT | Auslegungstemperatur | auf der Zugseite | ||||||||||||
| SG-Drahtelektrode | Schweiß- gut | Niedrige Streckenenergie | U, SSV | U, SSV | U, SSV | X | U, SSV | |||||||
| Hohe Streckenenergie | U, S3, SSV | S2 | U, SS1 | U, SSV | U2) | X | U, SSV | |||||||
| Schweißverbindung | Position PA | U, SSV | U, SSV | U, S3 | U, S3 | U, S3 | U, SSV | |||||||
| Position PF | U, S3, SSV | S2 | U, SSV | U, S3 | U, S3 | U, S3 | U, SSV | |||||||
| Position PE | U | U | U | U | ||||||||||
| WIG-Schweißstäbe | Schweißgut | Mittlere Streckenenergie | U, S3, SSV | U, SS1 | U, S3, SSV | U, S3, SSV | X | U, S3, SSV | ||||||
| Schweißverbindung1) | Position PA | U, SSV | U, SSV | U, S3 | U, S3 | U, S3 | U, SSV | |||||||
| Position PF | U, S3, SSV | S2 | U, SSV | U, S3 | U, S3 | U, S3 | U, SSV | |||||||
| Position PE | U | U | U | U | ||||||||||
| Wärmebehandlung
U : Falls zulässig, ohne Wärmebehandlung, sonst S1 S1 : 1 h bei Tmin S2 : 5 h bei 0,5 - (Tmin + Tmax) S3 : 15 h bei Tmax SSV: Festlegung durch den Sachverständigen 1) Ersatzweise dürfen die Schweißverbindungen von WIG-Schweißstäben im Einvernehmen mit dem Sachverständigen in Schweißverbindungen anderer Schweißzusatzarten mitgeprüft werden. 2) Es ist der Warmfestigkeitsverlauf im beantragten Temperaturbereich größer als 20 °C in Intervallen vom 100 °C zu bestimmen. |
||||||||||||||
Tabelle 4.5.4-3: Prüfumfang für austenitische und nickellegierte Schweißzusätze
| Kerbschlagbiegeversuch KV2 bei RT | Zugversuch | Biegeversuch | Chemische Zusammensetzung des Schweißguts und Berechnung des Deltaferritgehalts4) | Gefügeuntersuchung und Bestimmung des Deltaferritgehalts4) | IK-Beständigkeit 7) |
Prüfung der Heißrissanfälligkeit 8) |
|||||||
| ohne Kaltverformung 6) |
nach 15% Kaltverformung 5), 6) |
Flachzugprobe | Rundzugprobe | Decklage | Wurzel | ||||||||
| RT | Auslegungstemperatur | auf der Zugseite | |||||||||||
| Stabelektrode (SE), Fülldrahtelektrode (FDE) | Schweißgut | SE: Kleinster Kernstabdurchmesser FDE: kleinster Durchmesser |
U | U | U1) | ||||||||
| SE: Kernstabdurchmesser 4 mm FDE: 1,2 mm Durchmesser |
U | U | U | U | U | U1) | |||||||
| SE: Größter Kernstabdurchmesser FDE: Größter Durchmesser |
U | U | U | U3) | U | U | U1) | ||||||
| Schweißverbindung | Position PA | U | U | U | U | U | U | ||||||
| Position PF | U | U | U | U | U | U | U | ||||||
| Position PE | U | U | U | ||||||||||
| Draht-Pulver- Kombination (DPK) und WIG Schweißstäbe | Schweißgut | Mittlere Streckenenergie | U | U | U | U3) | U | U | U2) | ||||
| Schweißverbindung | DPK: Hohe Streckenenergie WIG-SS: mittlere Streckenenergie |
U | U | U | U | U | U | U | |||||
| U : In der Regel ohne Wärmenachbehandlung. Falls vom Hersteller eine Wärmenachbehandlung (Lösungsglühen, Stabilglühen, Anlassen) des Schweißguts gewünscht wird, ist der Prüfumfang in Anlehnung an diese Tabelle zu vereinbaren.
1) Siehe Anhang E. 2) Aus drei vorgelegten Fertigungseinheiten ist vom Sachverständigen eine Charge auszuwählen. Die Untersuchungsmethode ist vom Hersteller festzulegen und vom Sachverständigen zu prüfen. 3) Es ist der Warmfestigkeitsverlauf im beantragten Temperaturbereich größer als 20 °C in Intervallen von 100 °C zu bestimmen. 4) Die Bestimmung des Deltaferritgehalts entfällt bei Schweißzusätzen aus Nickellegierungen. 5) Aufgrund des geringen Vorkommens derartiger Schweißverbindungen ist eine Durchführung dieser Prüfung im Rahmen von Einzelbegutachtungen oder Verfahrensprüfungen möglich. 6) Soll der Schweißzusatz auch für tiefe Temperaturen eingesetzt werden, ist die Schlagenergie auch bei der tiefsten beantragen Temperatur nachzuweisen. 7) Wird bei Nickellegierungen nur im Rahmen des Geltungsbereichs durchgeführt. 5) Bei einem Deltaferritgehalt von 3 % oder weniger sind aus der Schweißverbindung im Einvernehmen mit dem Sachverständigen weitere Proben zu entnehmen, die eine Aussage über die Heißrissanfälligkeit des Schweißguts gestatten. |
|||||||||||||
(3) Die Kaltverformung durch Stauchen erfolgt gemäß Bild 4.5.5-1.
Bild 4.5.5-1 Stauchen von zu alternden Kerbschlagbiegeproben
(4) Es ist eine KV2-T-Kurve
Es ist eine Schlagenergie von mindestens 35 J bei der im Kennblatt für den gealterten Zustand zu bescheinigenden niedrigsten Prüftemperatur zu erreichen.
4.5.5.6 Metallographische Untersuchung und Härteprüfung
(1) Zur Überprüfung des Lagenaufbaues sind gemäß den Tabellen 4.5.4-1 bis 4.5.4-3 Makroschliffe quer zur Naht zu entnehmen und mit Bildern zu belegen. Das Mikrogefüge in Schweißgutmitte ist in geeigneter Vergrößerung (normalerweise 200fach) darzustellen.
(2) Die Härte HV 10 in Schweißgutmitte ist gemäß DIN EN ISO 6507-1 zu bestimmen. Aus den Messergebnissen von mindestens drei Eindrücken ist der Mittelwert zu bilden.
4.5.5.7 Chemische Zusammensetzung
(1) Die für die Schweißgutanalyse erforderlichen Späne und Proben sind aus Mitte Schweißgut zu entnehmen; es dürfen hierzu Probenreste verwendet werden. Für andere Analysenmethoden darf auch ein Querschliff aus reinem Schweißgut verwendet werden.
Die chemische Zusammensetzung des Schweißguts ist zu bestimmen. Normalerweise handelt es sich um die in Tabelle 4.5.5-1 aufgeführten Elemente.
(2) Als Spurenelemente sind bei ferritischen und voll-austenitischen Schweißzusätzen zusätzlich zu bestimmen: Sn, As, Sb und Pb.
4.5.5.8 Bestimmung des Deltaferritgehaltes
(1) Der Ferritanteil eines austenitischen Schweißguts ist rechnerisch aus allen Schweißgutanalysen nach Tabelle 4.5.4-3 mit Hilfe des DeLong-Diagramms nach Bild 4.5.5-2 zu bestimmen. Für eine Abmessung des jeweiligen Schweißzusatzes ist ergänzend die metallographische Ermittlung des Deltaferritanteils erforderlich.
(2) Austenitisches Schweißgut darf kein geschlossenes Ferritnetz haben.
4.6 Untersuchungen an Schweißverbindungen
4.6.1 Anzahl und Abmessungen der Prüfstücke
(1) Die Anzahl der zu fertigenden Prüfstücke richtet sich nach dem beantragten Geltungsbereich für den Schweißzusatz. Die Dicke der Prüfstücke soll mindestens 20 mm betragen. Das Schweißen der Proben soll an Grundwerkstoffen der im Geltungsbereich genannten unteren und oberen Festigkeitsgruppe durchgeführt werden.
(2) Für die verwendeten Grundwerkstoffe müssen chemische Zusammensetzung, Festigkeits-, Dehnungs- und Zähigkeitswerte, an den Prüfstücken ermittelt, vorliegen. Falls diese Werte in einem Abnahmeprüfzeugnis 3.1 nach DIN EN 10204 belegt sind, erübrigen sich diese Prüfungen. Werden Schweißhilfsstoffe verwendet, so sind auch diese mit einem Abnahmeprüfzeugnis 3.1 nach DIN EN 10204 siehe KTA 1408.2 Abschnitt 8) zu belegen.
(3) Nahtlänge und gegebenenfalls Anzahl der Prüfstücke sind unter Berücksichtigung des Schweißprozesses so zu bemessen, dass die vorgesehene Probenzahl und eventuelle Ersatzproben ohne Schwierigkeiten entnommen werden können.
4.6.2 Schweißbedingungen
4.6.2.1 Allgemeines
Bei der Ausführung von Probeschweißungen sind die Schweißbedingungen der Abschnitte 4.6.2.2 bis 4.6.2.6 einzuhalten.
4.6.2.2. Vorwärmen
Ein Vorwärmen ist nur dann vorzunehmen, wenn dieses in den betreffenden KTA-Regeln für den zu verschweißenden Grundwerkstoff vorgeschrieben ist.
4.6.2.3 Zwischenlagentemperatur und Streckenenergie
Für die jeweiligen Grundwerkstoffe sind die Angaben für Zwischenlagentemperatur und Streckenenergie, zum Beispiel in Normen, VdTÜV-Werkstoffblättern oder KTA-Regeln einzuhalten. Abweichungen von diesen Werten sind im Prüfbericht und im Kennblatt über die Eignungsprüfung besonders aufzuführen und im Prüfbericht zu begründen.
4.6.2.4. Schweißposition
Alle Schweißpositionen (sie entsprechen im Allgemeinen der Kennzahl für die Normbezeichnung des Schweißzusatzes) müssen beim Schweißen der Proben wenigstens einmal angewendet werden. Bei Stabelektroden und WIG-Schweißstäben ist das Prüfstück der Schweißposition PC im Allgemeinen durch das in Schweißposition Pa angefertigte bereits abgedeckt.
Tabelle 4.5.5-1: Zu bestimmende Elemente aus reinem Schweißgut
| C | Mn | Si | P | S | Cr | Mo | Ni | N2 | Fe | Ti | Co | Nb | Cu | Al | V | |
| Ferritisch-perlitische Schweißzusätze | x | x | x | x | x | x | x | x | x | x | x | x | x | |||
| Austenitische Schweißzusätze | x | x | x | x | x | x | x | x | x | x | x1) | x | ||||
| Nickellegierte Schweißzusätze | x | x | x | x | x | x | x | x | x | x | x | x | x | x | ||
| 1) Nb muss nur dann nachgewiesen werden, wenn für den jeweiligen Schweißzusatz in DIN EN ISO 3581 oder DIN EN ISO 14343 eine Anforderung für dieses Element genannt ist. | ||||||||||||||||
Bild 4.5.5-2: Zustandsschaubild für Schweißgut aus nichtrostendem Stahl (De-Long-Diagramm, Rev. Jan. 1973) und Tabelle zur Auswertung

Chrom Äquivalent = %Cr + %Mo + 1,5x%Si + 0,5x%Nb
| Si % | x 1,5 | ||||||||
| Cr | x 1,0 | ||||||||
| Mo | x 1,0 | ||||||||
| Nb | x 0,5 | ||||||||
| Cr-Äquivalent | |||||||||
| C | % x 30 | ||||||||
| Mn | x 0,5 | ||||||||
| Ni | x 1,0 | ||||||||
| N | x 30 | ||||||||
| Ni-Äquivalent | |||||||||
| % Ferrit | |||||||||
| Nickel- und Chromäquivalent sind aus der Analyse des Schweißguts zu berechnen. Ist der Stickstoffanteil nicht bekannt, sind bei WIG-Schweißgut und Schweißgut von umhüllten Elektroden 0,06 % oder bei MIG/MAG-Schweißgut 0,08 % anzusetzen. Bei genauer chemischer Analyse weist das Diagramm des Welding Research Council die Ferrit-Nummer innerhalb einer Toleranz von ± 3 annähernd 90 % aller Fälle für die Legierungsgruppen 308, 309, 316 und 317 aus. | |||||||||
4.6.2.5 Stromart und Polung
Ist das Verschweißen eines Schweißzusatzes an Gleich- und Wechselstrom möglich, so müssen beide Stromarten beim Schweißen der Proben wenigstens einmal angewendet werden. Das gleiche gilt auch für die Wahl des Plus- und Minuspols beim Schweißen mit Gleichstrom.
4.6.2.6 Schweißdaten und Nahtaufbau
(1) Schweißdaten und Nahtaufbau sind nach den Angaben des Herstellers zu wählen. Jedoch sollen Verbindungsschweißungen mit den ungünstigsten der angegebenen Werte ausgeführt werden. Beim Nahtaufbau müssen alle vom Hersteller des Schweißzusatzes in die Begutachtung einbezogenen Kernstab- und Drahtdurchmesser berücksichtigt werden. Dabei ist der Nahtaufbau praxisnah von Wurzel bis Decklage mit steigenden Durchmessern auszuführen, wobei für Schweißposition Pa die Decklage mit dem größten zu prüfenden Durchmesser des beantragten Bereichs geschweißt werden muss.
(2) Die Bedingungen beim Unterpulver- und Metall-Schutzgasschweißen sind den Tabellen 4.6.2-1 bis 4.6.2-3 für ferritische Schweißzusätze zu entnehmen. Für andere Werkstoffe sind mit dem Hersteller werkstoffgerechte Schweißdaten festzulegen.
(3) Beim Unterpulverschweißen ist darauf zu achten, dass für die Herstellung des reinen Schweißguts und der Schweißverbindung nur Pulver einer Fertigungseinheit verwendet werden.
(4) Ist der Einsatz des Schweißzusatzes auch für die einseitige Schweißung vorgesehen, so darf bei dem in Schweißposition Pa anzufertigenden Prüfstück nicht wurzelseitig nach-geschweißt werden. Die Wurzel ist ohne Badsicherung auszuführen und nach DIN EN ISO 5817 Bewertungsgruppe B zu bewerten. Werden zur Erzielung der einseitigen Schweißung von den einschlägigen Normen abweichende Vorbereitungen getroffen, so ist dies im Prüfbericht und Kennblatt anzugeben.
4.6.3 Wärmebehandlung
(1) Eine Wärmebehandlung ist nur dann durchzuführen, wenn sie für Schweißverbindungen an Grundwerkstoffen des Geltungsbereichs erforderlich ist. Die in den Tabellen 4.5.4-1 bis 4.5.4-3 angegebenen Spannungsarmglühtemperaturen und Haltezeiten sind einzuhalten. Für weitere Anwendungsfälle sind für die hierzu geeigneten Schweißzusätze und -hilfsstoffe andere Wärmebehandlungen (z.B. Normalglühen, Vergüten) vom Hersteller festzulegen und vom Sachverständigen zu prüfen. Diese Festlegungen dürfen sich zum Beispiel an den Festlegungen in Abschnitt 4.5.4 und den zutreffenden VdTÜV-Werkstoffblättern orientieren.
(2) Die Prüfstücke sind möglichst in einem Stück oder als Teilstück im Ofen zu glühen. Eine Wärmebehandlung von Einzelproben ist nicht zulässig. Die Wärmebehandlung ist durch Aufnahme von Diagrammen zu dokumentieren.
(3) Bei Spannungsarmglühen und Anlassen darf oberhalb 300 °C bis hin zur Wärmebehandlungstemperatur die Auf- heiz- und Abkühlgeschwindigkeit von 100 K/h nicht überschritten werden.
4.6.4 Versuchsbedingungen und Probenformen
4.6.4.1 Zerstörungsfreie Prüfung
(1) Alle Prüfstücke sind nach einer gegebenenfalls notwendigen Wärmebehandlung und vor dem Ausarbeiten der Proben einer Durchstrahlungsprüfung, gegebenenfalls einer Oberflächenprüfung gemäß AD 2000-Merkblatt HP 5/3 zu unterziehen.
(2) Die für die zerstörungsfreien Prüfungen eingesetzten Prüfer müssen für das zur Anwendung kommende Prüfverfahren gemäß DIN EN ISO 9712 im Produktsektor "geschweißte Produkte" qualifiziert und zertifiziert sein. Für die Durchstrahlungsprüfung ist eine Qualifizierung und Zertifizierung mindestens in Stufe 2 erforderlich.
4.6.4.2 Art der Proben
Die aus dem Prüfstück zu entnehmenden Proben sind in den Tabellen 4.5.4-1 bis 4.5.4-3 aufgeführt.
4.6.4.3. Chemische Zusammensetzung
Am Schweißgut ist die chemische Zusammensetzung zu ermitteln. Neben der Bestimmung der Legierungselemente sind auch die Begleit- und Spurenelemente nach Abschnitt 4.5.5.7 anzugeben. Die Probe ist in Mitte Schweißgut zu entnehmen.
4.6.4.4 Zugversuch bei Raumtemperatur
Für Flachzugproben ist ein möglichst großer Probenquerschnitt vorzusehen. Sie sind quer zur Schweißnaht mit einer Probendicke von mindestens 10 mm auszuarbeiten und bei Raumtemperatur nach DIN EN ISO 4136 zu prüfen. Um Grundwerkstoff, Übergang und Schweißgut ausreichend zu erfassen, ist abweichend von oben genannter Norm die Versuchslänge Lc = Schweißnahtbreite + 80 mm vorzusehen. Zu bestimmen sind Zugfestigkeit, Bruchlage und, soweit möglich, Streckgrenze. Zusätzlich ist der Dehnungsverlauf über die Versuchslänge in Abständen von 5 mm (z.B. durch Fotos) zu dokumentieren. Je Prüfstück und Wärmebehandlungslos sind zwei Proben zu prüfen.
4.6.4.5. Biegeversuch
Biegeproben sind quer zur Naht zu entnehmen und mit je Decklage und Wurzel auf der Zugseite zu prüfen. Die Durchführung hat nach DIN EN ISO 5173 zu erfolgen. Die Biegedehnung ist symmetrisch in Abständen von 5 mm zu ermitteln und (z.B. durch Fotos) zu dokumentieren. Der Biegeversuch muss die gesamte Dicke des geschweißten Prüfstücks erfassen. Im Falle von Dicken größer als 30 mm dürfen mehrere Proben übereinander liegen. Je Prüfstück sind insgesamt vier Proben zu prüfen.
Tabelle 4.6.2-1: Richtwerte für Schweißdaten zur Herstellung der Prüfstücke aus Schweißverbindungen -Unterpulverschweißen -
| Drahtelektrodendurchmesser mm |
Schweißstrom A |
Schweißspannung V |
Schweißgeschwindigkeit cm/min |
Streckenenergie kJ/cm |
Vorwärm- und Zwischenlagentemperatur °C |
| 4 | ca. 620 | pulverspezifisch | ca. 40 | 28 bis 32 | 175 bis 225 |
| ca. 500 | ca. 55 | 14 bis 16 | 125 bis 175 |
Tabelle 4.6.2-2: Richtwerte für Schweißdaten zur Herstellung der Prüfstücke aus Schweißverbindungen - Metall-Schutzgasschweißen mit Massivdrahtelektrode -
| Drahtelektrodendurchmesser mm |
Schweißposition | Schweißstrom A |
Schweißspannung1) V |
Schweißgeschwindigkeit cm/min |
Streckenenergie kJ/cm |
Vorwärm- und Zwischenlagentemperatur °C |
Kontaktrohrabstand mm |
| 1,2 | PA | 280 ± 10 | 26 bis 311) | 40 bis 45 | 9 bis 13 | 125 bis 175 | 20 |
| PF | 140 ± 10 | 19 bis 21 | praxisnah | - | 12 bis 15 | ||
| Bei anderen Drahtdurchmessern und Schweißbedingungen außerhalb des überprüften Streckenenergiebereichs - insbesondere im Bereich des Kurzlichtbogens - sind die Schweißdaten vom Hersteller festzulegen und vom Sachverständigen zu prüfen. | |||||||
| 1) Je nach Zusammensetzung des Schutgases. | |||||||
Tabelle 4.6.2-3: Richtwerte für Schweißdaten zur Herstellung der Prüfstücke aus Schweißverbindungen - Metall-Schutzgasschweißen mit Fülldrahtelektroden -
| Drahtelektrodendurchmesser mm |
Schweißposition | Schweißstrom A |
Schweißspannung1) V |
Schweißgeschwindigkeit cm/min |
Streckenenergie kJ/cm |
Vorwärm- und Zwischenlagentemperatur °C |
Kontaktrohrabstand mm |
| 1,2 | PA | 250 | 23 bis 281) | 35 bis 45 | 9 bis 12 | 125 bis 175 | 20 |
| PF | 120 | 21 bis 251) | praxisnah | - | 10 bis 15 | ||
| 1,4 | PA | 280 ± 10 | 26 bis 311) | 35 bis 45 | 9 bis 14 | 20 | |
| PF | 140 ± 10 | 19 bis 21 | praxisnah | - | 15 bis 20 | ||
| 1,6 | PA | 300 | 25 bis 301) | 35 bis 45 | 10 bis 15 | 25 | |
| 2,0 | 350 | 40 bis 50 | 11 bis 16 | ||||
| 2,4 | 400 | 45 bis 50 | |||||
| 1) Je nach Zusammensetzung des Schutzgases. | |||||||
4.6.4.6 Kerbschlagbiegeversuch
(1) Je Prüftemperatur ist ein Satz Kerbschlagproben (drei Proben mit V-Kerb) unter Verwendung einer Hammerfinne mit 2 mm Radius in VWT-Lage nach DIN EN ISO 9016, aus Mitte Schweißnaht entnommen, zu prüfen. Zu bestimmen ist die Schlagenergie (KV2); bei ferritischen Werkstoffen sind zusätzlich seitliche Breitung und Zähbruchanteil gemäß DIN EN ISO 148-1 zu ermitteln.
(2) Für die Ermittlung der KV2-T-Kurven gilt Folgendes:
Als Temperaturen sind 33 °C und 80 °C vorzusehen. Mindestens drei weitere Temperaturen sind so festzulegen, dass Hoch- und Tieflage erfasst werden (90 % und 10 % Zähbruchanteil). Der Umfang der Kerbschlagbiegeprüfung ist den Tabellen 4.5.4-1 und 4.5.4-2 zu entnehmen.
Bei Schweißzusätzen und -hilfsstoffen, die für den Sicherheitsbehälter vorgesehen sind, muss eine der Prüftemperaturen 5 °C sein.
Außer der Temperatur 33 °C sind mindestens drei weitere Temperaturen so festzulegen, dass Hochlage und Übergangsbereich erfasst werden.
4.6.4.7 Fallgewichtsversuch nach Pellini
Zur Bestimmung der NDT-Temperatur bei ferritischen Werkstoffen sind Fallgewichtsversuche nach SEP 1325 an 6 P2- Proben quer zur Naht durchzuführen. Der Kerb muss auf der Decklagenseite in Schweißgutmitte liegen.
4.6.4.8. Metallographische Untersuchung
Die metallographische Untersuchung hat an Makro- und Mikroschliffen quer zur Naht zu erfolgen. Das Schweißgut und der Bereich der Aufmischung im Schweißgut sind zu untersuchen und durch Mikroaufnamen zu dokumentieren (im Allgemeinen 200fache Vergrößerung). Dabei sind bei ferritischen Werkstoffen umgekörnte und nicht umgekörnte Grobkornbereiche zu dokumentieren.
4.6.4.9 Härteprüfung
An Gefügeschliffen quer zur Naht ist eine Härteprüfung nach DIN EN ISO 9015-1 durchzuführen (im Normalfall HV 10). Dabei sind Grundwerkstoff, Übergang und Schweißgut von Nahtober- und -unterkante sowie Nahtmitte zu erfassen.
4.6.4.10. Bestimmung von diffusiblem Wasserstoff
(1) Für reines Schweißgut ferritischer Schweißzusätze, hergestellt mit Draht-Pulver-Kombinationen für das Unterpulverschweißen sowie Stab- und Fülldrahtelektroden aus je zwei Fertigungseinheiten, ist der Gehalt an diffusiblem Wasserstoff nach DIN EN ISO 3690 zu bestimmen.
(2) Der Hersteller hat zum Nachweis der Lagerfähigkeit von Schweißzusätzen und -hilfsstoffen Rücktrocknungsversuche durchzuführen, aus denen die Empfehlungen für die Rücktrocknung beim Weiterverarbeiter hervorgehen sollen.
4.6.4.11 Prüfung auf Rissanfälligkeit
(1) Die Prüfung der Rissanfälligkeit ist gemäß DIN EN ISO 17641-2 durchzuführen, wobei die ungünstigste chemische Zusammensetzung der Grundwerkstoffpalette des Geltungsbereichs erfasst sein muss. Bei Stabelektroden der Umhüllungstypen B und RB, die für das Schweißen unlegierter Stähle sowie des Stahls 16Mo3 und der Feinkornstähle mit Streckgrenzen im Bereich von 235 MPa bis 355 MPa verwendet werden, darf auf die Prüfung der Rissanfälligkeit verzichtet werden. Bei der Prüfung von Schweißzusätzen nach DIN EN ISO 3580 oder DIN EN ISO 21952 muss das Prüfstück DIN EN ISO 17641-2 Bild 1 Typ a entsprechen. Es ist mindestens der heißrissempfindlichste Werkstoff des Geltungsbereichs zu prüfen.
(2) Für austenitische Schweißzusätze mit einem Deltaferritgehalt im Schweißgut von 3 % und weniger (Bestimmung gemäß Abschnitt 4.5.5.8) und für Schweißzusätze aus Nickellegierungen ist die Ring-Segment-Probe (siehe Anhang E) zu verwenden.
4.7 Untersuchungen an Schweißplattierungen und -panzerungen
4.7.1 Austenitische Schweißplattierungen und Schweißplattierungen aus Nickellegierungen auf ferritischem Grundwerkstoff
(1) Bei Schweißplattierungen sind die gleichen schweißtechnischen Grundsätze wie bei der Herstellung von Stumpfnahtschweißverbindungen zu beachten.
(2) Für Schweißplattierungen gilt der Prüfumfang von Tabelle 4.7.1-1.
(3) Falls die Festigkeitseigenschaften der Schweißplattierungen bei der Berechnung in Anspruch genommen werden sollen, sind die erforderlichen Kennwerte in einer bezüglich Schweißdaten und Wärmebehandlung dem Bauteil angepassten Verfahrensprüfung zu ermitteln.
(4) Für die Abmessungen der Prüfstücke gilt Abschnitt 4.6.1. Soll der Schweißzusatz für Schweißplattierungen auf Wanddicken größer als 50 mm eingesetzt werden, muss die Glühdauer etwa 50 Stunden bei der höchsten zulässigen Glühtemperatur des Trägerwerkstoffs betragen. Bei besonderen Einsatzbedingungen müssen die anzuwendenden Glühbedingungen gesondert festgelegt werden.
4.7.2 Schweißzusätze für das Schweißpanzern
Es ist ein Prüfstück nach Bild 4.7.2-1 herzustellen. Das Prüfstück muss die für die Verwendung vorgesehene Lagenzahl aufweisen. Die im Geltungsbereich vorgesehenen Grundwerkstoffe sind zu verwenden. Die Panzerung ist einer Oberflächenprüfung nach dem Eindringverfahren und einer Härteprüfung nach DIN 32525-4 zu unterziehen.
Bild 4.7.2-1: Prüfstück für Schweißpanzerungen
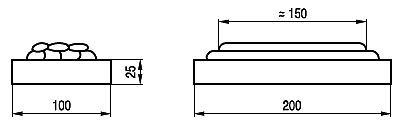
Tabelle 4.7.1-1: Prüfumfang für Schweißplattierungen
| Chemische Zusammensetzung1) | Deltaferritgehalt in Lagemitte | IK-Beständigkeit in 2 mm Tiefe | Makrogefüge | Mikrogefüge | Querbiegeprobe nach DIN EN ISO 5173 Bild 1 und Bild 25) | Seitenbiegeprobe nach DIN EN ISO 5173 Bild 35) | Farbeindringprüfung | Härteprüfung | |
| 1. Lage 3) 4) | Schichtanalyse | u, b2) | - | ja | u, b2) | - | Härteprüfung HV 1 | ||
| Decklage | u, b2) | ja | |||||||
| u : Unbehandelt
b : Glühbehandlung: 20 h bei Tmax; jedoch gilt bei s größer als 50 mm: 50 h bei 550 °C - 50 h bei Tmax 1) Zusätzliche Analyse und Deltaferrit-Berechnungen sind am reinen Schweißgut (DIN EN ISO 6647) erforderlich. 2) Falls die Eignungsprüfung nur für einen Glühzustand beantragt wird, ist die Prüfung nur in diesem Zustand durchzuführen. 3) Bei Lichtbogenhandschweißungen sind die Überlappungsgrenzen zu untersuchen und der Geltungsbereich der Überlappung ist vom Hersteller festzulegen und vom Sachverständigen zu prüfen. 4) Bei Lichtbogenhandschweißungen sind Elektrodendurchmesser 3,25 mm und maximaler Durchmesser zu untersuchen. 5) Unbeschliffene Oberfläche. |
|||||||||
4.8 Sonderuntersuchungen
4.8.1 Prüfung auf Beständigkeit gegen interkristalline Korrosion
Bei austenitischen Schweißzusätzen ist die Prüfung auf Beständigkeit gegen interkristalline Korrosion gemäß DIN EN ISO 3651-2 an Proben mit sich kreuzenden Stumpfnähten unter Berücksichtigung der im Geltungsbereich genannten Wärmebehandlungszustände durchzuführen. Bei besonderen Korrosionsbedingungen, besonderen Werkstoffen und den zugehörigen Schweißzusätzen dürfen andere Untersuchungsmethoden (z.B. Huey-Test nach DIN EN ISO 3651-1, Salzsäuretest, modifizierter Streichertest nach SEP 1877) angewandt werden.
4.8.2 Lotbruch
Ist bei Schweißzusätzen Kupfer zulegiert oder werden im Schweißgut Kupfergehalte von mehr als 0,3 % gefunden, sind besondere Prüfungen (z.B. metallographische Prüfungen) zu vereinbaren.
4.9 Anforderungen an mechanisch-technologische Werte für das reine Schweißgut und das Schweißgut von Verbindungsschweißungen
(1) Für das reine Schweißgut gelten grundsätzlich die Anforderungen der jeweils zutreffenden Einteilungsnorm.
(2) Die Mindestanforderungen an die Grundwerkstoffe müssen grundsätzlich auch vom Schweißgut von Verbindungsschweißungen erfüllt werden.
(3) Davon abweichend gilt für das reine Schweißgut und das Schweißgut von Verbindungsschweißungen Folgendes:
5 Verarbeltbarkeit von Schweißzusätzen
Die Verarbeitbarkeit der Schweißzusätze ist im Zuge der Herstellung der Schweißverbindungen nach Abschnitt 4.6 zu beurteilen. Im Einzelnen sind die Eigenschaften nach Abschnitt D 3 zu beschreiben. Nachbesserungen und Schleifarbeiten während des Schweißens sind im Schweißprotokoll anzugeben.
6 Abgrenzung des Geltungsbereichs
6.1 Allgemeines
Nach erfolgter Überprüfung des Schweißzusatzes hat die Festlegung der Grenzen des Geltungsbereichs nach den folgenden Abschnitten zu erfolgen. Der Geltungsbereich ist im Kennblatt für Schweißzusätze (siehe Anhang A) zusammengefasst darzulegen.
6.2 Abmessungen
Die Angaben über die gefertigten Kernstab-, Stab-, Draht- und Fülldrahtdurchmesser oder die Abmessungen der Bandelektroden müssen durch den Hersteller erfolgen. Bei der Abgrenzung sind die Hinweise unter Abschnitt 4.6.2.6 zu beachten, wobei sämtliche zu überprüfenden Abmessungen in einer Schweißverbindung oder Schweißplattierung verschweißt sein müssen.
6.3 Schutzgase und Badsicherungen
(1) Die verwendeten Schutzgase und Badsicherungen sind anzugeben.
(2) Bei der Abgrenzung des Geltungsbereichs für Schutzgase sind die Gruppen nach DIN EN ISO 14175 zu beachten.
6.4 Grundwerkstoffe
Der Geltungsbereich hinsichtlich der zu verschweißenden Grundwerkstoffe ist derart festzulegen, dass die mechanischen, physikalischen und chemischen Eigenschaften der Grundwerkstoffe mit den Ergebnissen der Prüfungen an Schweißgut und Schweißverbindung vereinbar sind.
6.5 Wärmebehandlung
Die zulässigen Wärmebehandlungszustände sind aufgrund der bei der Prüfung des Schweißguts ermittelten Werte für die Werkstoffe des Geltungsbereichs festzulegen.
6.6 Wanddicke, Dicke von Schweißplattierungen und -panzerungen
(1) Die größte bei der Eignungsprüfung verwendete Prüf-stückdicke bestimmt den Geltungsbereich in Abhängigkeit vom Schweißprozess und der Art des Schweißzusatzes gemäß Tabelle 6.6-1.
(2) Die Dicke von Schweißplattierungen und -panzerungen ist im Allgemeinen aufgrund der bei den Prüfstücken verwendeten Lagenzahl festzulegen.
6.7 Stromart und Polung
Stromart und Polung ist entsprechend den Ergebnissen der Eignungsprüfung abzugrenzen.
Tabelle 6.6-1: Maximale zu bescheinigende Wanddicke in Abhängigkeit von Schweißprozess und -zusatz
| Schweißprozess nach DIN EN ISO 4063 | Stabelektrodentyp/Pulver | Maximale zu bescheinigende Wanddicke |
| 111 | R, RR, RA | 1,5 · geschweißte Prüfstückdicke 30 mm |
| B, RB | unbegrenzt | |
| 141 | 1,5 · geschweißte Prüfstückdicke | |
| bei NE-Metallen maximal verschweißte Prüfstückdicke
unbegrenzt für Wurzelschweißung |
||
| 131, 135, 136, 138 |
1,5 · geschweißte Prüfstückdicke | |
| 121 bis 125 | FB, AB | unbegrenzt |
| andere Pulver | 1 5 · geschweißte Prüfstückdicke | |
| AB : aluminatbasisch
FB : fluoridbasisch B : basisch-umhüllt R : rutil-umhüllt Ra : rutil-sauer-umhüllt RB : rutil-basisch-umhüllt RR : dick rutil-umhüllt |
||
6.8 Schweißpositionen
6.8.1 Allgemeines
Die Schweißpositionen sind nach den Ergebnissen der Eignungsprüfung abzugrenzen. Dabei ist Abschnitt 4.6.2.4 zu beachten.
6.8.2 Umhüllte Stabelektroden
Bei umhüllten Stabelektroden sind die Schweißpositionen entsprechend dem Umhüllungscharakter unter Beachtung der zutreffenden Produktnorm anzugeben.
6.8.3 Fülldraht- und Drahtelektroden
Die Schweißpositionen sind in Abhängigkeit vom Schweißprozess anzugeben.
6.9 Wurzelschweißbarkeit
Die Möglichkeit der einseitigen Wurzelschweißung ist anzugeben.
6.10 Höchste Betriebstemperatur
(1) Der Temperaturbereich soll dem für den Grundwerkstoff festgelegten entsprechen.
(2) Darüber hinaus ist bei austenitischen Schweißzusätzen Folgendes zu beachten:
| a) 0,04 %< C< 0,07 % im Schweißgut, unstabilisiert: | max. 300 °C |
| b) Zwischenlage bei Plattierungen: | wie Trägerwerkstoff oder Plattierungsdecklage |
| c) Ferrit/Austenit-Verbindungen, Schweißzusatz austenitisch: | max. 300 °C |
6.11 Tiefste Betriebstemperatur
(1) Der Temperaturbereich soll dem für den Grundwerkstoff festgelegten entsprechen.
(2) Als unterste Betriebstemperatur ist die Temperatur anzugeben, für die bei der Überprüfung ausreichende Zähigkeitswerte in Schweißgut und Schweißverbindung erzielt wurden.
6.12 Berechnungskennwert
Weist das Schweißgut eine geringere Streck- oder Dehngrenze gegenüber Grundwerkstoffen auf, die im Geltungsbereich enthalten sind, ist der entsprechende Berechnungskennwert anzugeben.
6.13 Korrosionsbeständigkeit
Die bei der Prüfung auf Korrosionsbeständigkeit zugrunde gelegten Normen oder Prüfrichtlinien sowie gegebenenfalls durchgeführte Wärmebehandlungen sind anzugeben.
6.14 Sonderprüfungen
Sonderprüfungen, z.B. auf Alterungsbeständigkeit, sind im Kennblatt für Schweißzusätze (Anhang A) unter "Bemerkungen" anzugeben.
7 Ergänzungsprüfungen
7.1 Erweiterung des Geltungsbereichs
Soll der Geltungsbereich der Eignungsprüfung erweitert werden, sind zusätzliche Überprüfungen unter Beachtung der Abschnitte 4.4 bis 4.8 festzulegen.
7.2 Änderung des Schweißzusatzes
Ändert sich der überprüfte Schweißzusatz gegenüber den vom Hersteller angegebenen Grenzen gemäß Kennblatt, ist unter Beachtung der Abschnitte 4.4 bis 4.8 festzulegen, inwieweit ergänzende Prüfungen erforderlich sind.
8 Bescheinigungen
8.1 Vorläufige Bescheinigung
Nach erfolgreichem Abschluss der für eine vorläufige Bescheinigung erforderlichen Prüfungen stellt der Sachverständige ein vorläufiges Kennblatt über die Eignungsprüfung von Schweißzusätzen und -hilfsstoffen (siehe Muster Anhang A) aus, das dem Hersteller als vorläufiger Prüfnachweis übergeben wird.
8.2 Bericht
(1) Über die Prüfung von Schweißzusätzen und -hilfsstoffen ist ein Prüfbericht zu erstellen. Die bei den verschiedenen Prüfungen ermittelten Ergebnisse sind aufzuführen und an Hand der für den vorgesehenen Geltungsbereich zugrunde liegenden Anforderungen zu beurteilen.
(2) Der Prüfbericht gibt Auskunft über die Gültigkeit der Eignungsprüfung sowie über die Anzahl der zur Verlängerung der Gültigkeit notwendigen werksinternen Prüfungen. Der Hersteller ist auf die Verpflichtung hinzuweisen, dass Angaben von ihm über eine Eignungsprüfung mit dem Ergebnis des Prüfberichts übereinstimmen müssen.
8.3 Endgültige Bescheinigung
(1) Nach Abschluss der Eignungsprüfung einschließlich der statistischen und eventuellen Langzeituntersuchungen sowie Aushändigung des Prüfberichts an den Hersteller wird das vorläufige Kennblatt ungültig und durch ein endgültiges ersetzt.
(2) Die Gültigkeit der Eignungsprüfung ist auf ein Jahr begrenzt. Die weitere Gültigkeit ist dem vierteljährlich erscheinenden Verzeichnis der eignungsgeprüften Schweißzusätze und -hilfsstoffe (Herausgeber: VdTÜV, Berlin) zu entnehmen.
9 Übertragungen
(1) Die Grundsätze der Übertragung von Schweißzusätzen und -hilfsstoffen haben VdTÜV-Merkblatt Schweißtechnik 1153 Abschnitt 9 zu entsprechen.
(2) Beabsichtigt eine Firma, einen bereits andernorts eignungsgeprüften Schweißzusatz oder -hilfsstoff unter eigener Handelsbezeichnung zu vertreiben, muss sie dieses schriftlich bei dem Sachverständigen beantragen, der die Eignungsprüfung durchgeführt hat.
(3) Sowohl Hersteller als auch Lieferer haben dem vorgenannten Sachverständigen schriftlich zu bestätigen, dass die Identitätsverhältnisse des eignungsgeprüften und gelieferten Schweißzusatzes oder -hilfsstoffs eindeutig sind und eine Lösung des Vertragsverhältnisses beider Partner unmittelbar dem bescheinigenden Sachverständigen mitgeteilt wird. Für die Identitätserklärung gilt das Textmuster Anhang B.
(4) Der Lieferer erhält eine Bescheinigung über die Eignungsprüfung des Schweißzusatzes oder -hilfsstoffs. Unter einer einzelnen Handelsbezeichnung des Lieferers dürfen nicht Erzeugnisse mehrerer Hersteller zusammengefasst werden.
10 Verlängerung der Gültigkeit der Eignungsprüfung
10.1 Allgemeines
Die Grundsätze für die laufende Überwachung der Hersteller und Lieferer haben VdTÜV-Merkblatt Schweißtechnik 1153 Abschnitt 10 zu entsprechen.
10.2 Bedingungen
Der Sachverständige verlängert die Gültigkeitsdauer der Eignungsprüfung für den Schweißzusatz oder -hilfsstoff um jeweils ein Jahr, wenn sichergestellt ist, dass die nachfolgenden Prüfungen durch die fertigungsunabhängige Qualitätsstelle des Herstellers dokumentiert sind:
Der Sachverständige überzeugt sich von der sachgemäßen Durchführung der Eingangskontrolle.
Die oben genannten Prüfungen haben im Rahmen der Fertigungskontrolle zu erfolgen.
Bei den Lieferern ist vom Sachverständigen eine jährliche Überprüfung durchzuführen auf
| Kennblätter für Schweißzusätze | Anhang A |


| Identitätserklärungen | Anhang B |

| Umfang der im Rahmen der werksinternen Qualitätssicherung für die Verlängerung der Gültigkeitsdauer der Eignungsprüfungen von Schweißzusätzen und -hilfsstoffen durchzuführenden Prüfungen | Anhang C |
| Schweißzusätze | Prüfung des Erzeugnisses | Prüfung des Schweißguts1) | Heißrissbeständigkeit | IK-Beständigkeit | |||||||
| Chemische Zusammensetzung | Siebanalyse | Abschweißkontrolle gemäß Anhang D | Chemische Zusammensetzung | Zugproben3) | Kerbschlagprobensätze2) | ||||||
| RT | > RT | RT | < RT4) | ||||||||
| Stabelektroden, Fülldrahtelektroden | DIN EN ISO 2560, DIN EN ISO 17632 | - | - | je Fertigungseinheit | 10 | 4 | - | 4 | 8 | - | - |
| DIN EN ISO 3581, DIN EN ISO 17633 | - | - | - | - | 5 | ||||||
| DIN EN ISO 3580 5), DIN EN ISO 17634 | 4 | 46) | 4 | - | - | ||||||
| DIN EN ISO 14172 | 10 | - | - | 4 | |||||||
| DIN EN ISO 18275, DIN EN ISO 18276 | 10 | 56) | 10 | - | |||||||
| Sonstige7) | 4 | 4 | |||||||||
| UP-Pulver | 6 | 10 | 48) | - | 48) | ||||||
| UP-Drahtelektroden, UP-Bandelektroden, SG-Drahtelektroden, WIG-Schweißstäbe |
Untersuchung der chemischen Zusammensetzung des Erzeugnisses je Fertigungseinheit |
||||||||||
| 1) Werden weniger als 20 Fertigungseinheiten hergestellt, so wird die chemische Zusammensetzung jeder 2. Fertigungseinheit und die Hälfte der Zug- und Kerbschlagproben untersucht.
2) Ein Probensatz besteht aus 3 Proben. 3) Die Proben sind reinem Schweißgut (Stabelektroden: 4 mm Durchmesser / Fülldrahtelektroden: 4) Tiefste bescheinigte Temperatur. Nur wenn für den kaltzähen Anwendungsbereich eignungsgeprüft. 5) Stabelektroden des Typs EMo 1R und EMo 1B werden wie Stabelektroden nach DIN EN ISO 2560 geprüft. 6) Soweit im Geltungsbereich Temperaturen oberhalb 350 °C bescheinigt sind. 7) Gegebenenfalls sind weitere Prüfungen im Rahmen der erstmaligen Überprüfung festzulegen. 8) Die Proben sind aus 4 reinen Schweißgütern zu entnehmen, die mit einem dem Pulver zugeordneten Draht von 4 mm Durchmesser oder dem größten im Geltungsbereich der Eignungsprüfung zugelassenen Durchmesser herzustellen sind. Prüfstückform gemäß DIN EN ISO 15792-1. |
|||||||||||
| Abschweißkontrolle von Stabelektroden | Anhang D |
D 1 Zweck
Die Abschweißkontrolle von Stabelektroden stellt im Rahmen der Qualitätsüberwachung eine Endkontrolle dar. Sie wird im Allgemeinen an jeder Fertigungseinheit einmal oder mehrmals durchgeführt. Basis für die Abschweißkontrolle sind absolut einwandfreie Elektroden, so genannte Rezepturmuster, die von jedem Elektrodentyp durchmesserabhängig archiviert sind. Die Abschweißkontrolle zeigt Fehler an, die bei der Massenherstellung oder beim Pressen und Trocknen der Elektrode aufgetreten sein können.
D 2 Personal
Die Abschweißkontrolle ist von ausgebildeten Schweißern (Schweißerprüfung nach DIN EN ISO 9606-1 oder Lehrschweißer) durchzuführen. Eine Verlängerung der Schweißerqualifikation muss nach DIN EN ISO 9606-1 Abschnitt 9.3 a) oder Abschnitt 9.3 b) erfolgen. Angelernte Schweißer dürfen ein-gesetzt werden, sofern sie ausreichend lange eingewiesen wurden und von einem ausgebildeten Schweißer überwacht werden.
D 3 Durchführung
(1) Wird an der Fertigungseinheit nur einmal kontrolliert, so sind der Abschweißkontrolle mindestens vier Elektroden zuzuführen. Wird an der Fertigungseinheit mehrmals kontrolliert, so sind je Entnahmestelle mindestens zwei Elektroden abzuschweißen. Jede Elektrode ist bis auf eine Stummellänge von 50 mm abzuschmelzen. Dabei sind im Vergleich zum Rezepturmuster nachfolgende Eigenschaften zu beobachten:
(2) Die Abschweißkontrolle wird nach einer Abschweißvorschrift durchgeführt, welche für jeden Elektrodentyp zu erstellen ist. Die Vorschrift enthält spezielle Angaben über die Durchführung der Abschweißkontrolle, z.B.
D 4 Dokumentation und Freigabe
(1) Über jede Abschweißkontrolle ist ein Abschweißprotokoll zu führen, in welches die Schweißdaten, die ermittelten Werte und eventuell festgestellte Mängel oder Abweichungen einzutragen sind.
(2) Das Protokoll wird anschließend vom Leiter der Qualitätsstelle oder einem von ihm beauftragten Mitarbeiter aus-gewertet, der über Anerkennung oder Ablehnung der Fertigungseinheit entscheidet oder ergänzende Untersuchungen veranlasst.
| Prüfung auf Heißrissanfälligkeit (Ring-Segment-Probe) | Anhang E |
E 1 Allgemeines
(1) Das Prüfverfahren ist auf Schweißzusätze aus austenitischem Chrom-Nickel-Stahl mit einem Deltaferritgehalt von 3 % und weniger sowie für Schweißzusätze aus Nickellegierungen anzuwenden.
(2) Die Prüfung gilt für das Metall-Lichtbogenschweißen mit Stabelektroden, das Metall- und Wolfram-Schutzgasschweißen.
E 2 Prüfstück
E 2.1 Prüfstückform
Das Prüfstück hat aus vier gleich großen quadratischen Segmenten zu bestehen, in die nach dem beidseitigen Heftschweißen einseitig eine Ringnut einzudrehen ist (Bild E-1).
Bild E-1: Prüfstückform

E 2.2 Grundwerkstoffe
(1) Für das Prüfstück ist der Grundwerkstoff X6 CrNiNb 18 10, Werkstoff-Nr. 1.4550 nach DIN EN 10088-2 zu verwenden, falls in der Bestellvorschrift nicht anders gefordert.
(2) Schweißzusätze gelten als "nicht rissanfällig", wenn die Schweißnähte bei der Prüfung als rissfrei ausgewiesen werden.
E 2.3 Vorbereitung
(1) Vier gleich große quadratische Teile von 25 mm Dicke und einer Kantenlänge von 45 mm sind derart vorzubereiten, dass aus ihnen nach Heftschweißen das Prüfstück (Bild E-1) hergestellt werden kann. Die Walzhaut darf belassen werden. Vor dem Heftschweißen sind die sich berührenden Flächen plan zu schleifen.
(2) Bei Grundwerkstoffkombinationen haben jeweils die Segmente a und C sowie B und D aus demselben Grundwerkstoff zu bestehen.
Bild E-2: Vorbereiten des Prüfstückes

E 2.5 Ringnut
Nach dem Heften des Prüfstücks ist auf einer Seite eine Ringnut mit den Abmessungen nach Bild E-1 einzudrehen. Bei der mechanischen Bearbeitung sind Kühlflüssigkeiten nicht zulässig.
E 3 Probenherstellung
E 3.1 Schweißbedingungen
Stromart, Polung und Art des Schutzgases müssen den Schweißbedingungen entsprechen, für die die zu prüfenden Schweißzusätze nicht heißrissanfällig sein sollen.
E 3.2 Durchmesser des Schweißzusatzes
Zur Fertigung der Proben sind die gemäß Bestellvorschrift zu liefernden Durchmesser der Schweißzusätze zu verwenden.
E 3.3 Schweißposition
Die Probe ist in Wannenlage (PA) zu schweißen.
Bild E-3: Schweißen des Prüfstücks
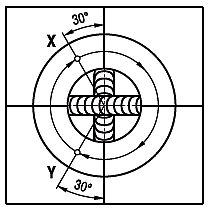
E 3.4 Schweißen
Von Punkt X (Bild E-3) ist im Uhrzeigersinn ohne Pendeln und Absetzen bis zu Punkt Y zu schweißen. Nach Abkühlen der Probe auf etwa Raumtemperatur und Reinigen von Nahtoberfläche und Nut ist von Punkt Y bis zu Punkt X ebenfalls im Uhrzeigersinn und ohne Pendeln sowie Absetzen zu schweißen. Die Schweißgeschwindigkeit für die Strecken X - Y und Y - X ist vom Hersteller in Abhängigkeit von Schweißzusatz und -prozess festzulegen.
E 4 Auswertung
(1) Nach Abkühlung der Probe auf Raumtemperatur ist die gesäuberte Ringnaht mittels Eindringverfahren mit der Empfindlichkeitsklasse 4 nach DIN EN ISO 3452-2 Abschnitt 4.2.2 auf Oberflächenrisse zu untersuchen.
(2) Nach der Oberflächenprüfung ist die Probe zur Überprüfung der Wurzelerfassung an den vier Trennstellen zu brechen.
E 5 Prüfbericht
Im Prüfbericht sind anzugeben:
| Zusätzliche Anforderungen (Werte in Massen-%) für die chemische Zusammensetzung von reinem Schweißgut umhüllter Stabelektroden, Fülldrahtelektroden und Draht-Pulver-Kombinationen sowie für die chemische Zusammensetzung von Massivprodukten | Anhang F |
| Chemisches Element | Grenzwerte und Toleranzen der chemischen Zusammensetzung1) | ||||
| Schweißzusätze nach DIN EN ISO 636, DIN EN ISO 14171, DIN EN ISO 2560, DIN EN 12536, DIN EN ISO 14341, DIN EN ISO 17632 für unlegierte und Feinkornstähle |
Schweißzusätze nach DIN EN ISO 18275, DIN EN ISO 26304, DIN EN ISO 16834, DIN EN ISO 18276 für hochfeste Stähle |
Schweißzusätze nach DIN EN ISO 3580, DIN EN 12536, DIN EN ISO 17634, DIN EN ISO 21952, DIN EN ISO 24598 für warmfeste Stähle |
Schweißzusätze nach DIN EN ISO 3581, DIN EN ISO 14343, DIN EN ISO 17633 für nichtrostende und hitzebeständige Stähle |
||
| C | < 0,10 | < 0,10 | wie Norm | ||
| Si | ± 0,20 | ± 0,30 | ± 0,25 | ± 0,25 | |
| Mn | Mn < 2,5 | ± 0,25 | |||
| Mn > 2,5 | - | - | - | ± 0,25 | |
| P3) | Mn< 5,0 | < 0,0302) | < 0,025 | < 0,025 | < 0,018 |
| Mn > 5,0 oder Cr > 20 |
< 0,025 | ||||
| S | < 0,030 2) | < 0,020 | < 0,025 | < 0,015 | |
| Cr | Cr< 0,8 | - | ± 0,20 | ± 0,15 | - |
| Cr > 0,8 < 3,0 |
± 0,25 | - | |||
| Cr > 3,0 < 7,0 |
- | ± 0,40 | - | ||
| Cr > 7,0 < 20 |
± 0,80 | ± 0,65 | |||
| Cr > 20 | - | ± 0,80 | |||
| Cu 3) | < 0,30 | ||||
| Ni3) | Ni 5 2,0 | - | ± 0,25 | ± 0,30 | ± 0,25 |
| Ni > 2,0 < 6,0 |
- | ± 0,35 | |||
| Ni > 6 | - | + 0,504) | |||
| Mo | MO< 0,7 | - | ± 0,15 | ± 0,15 | ± 0,15 |
| Mo > 0,7 < 3,0 |
- | ± 0,20 | ± 0,25 | ||
| Mo > 3,0 | - | ± 0,40 | |||
| Nb 3) 5) | - | - | ± 0,15 | > 10 x %C < 1,10 |
|
| V | - | ± 0,10 | ± 0,10 | - | |
| W | - | - | |||
| Für Schweißzusätze aus Nickellegierungen gelten die Anforderungen an die chemische Zusammensetzung gemäß DIN EN ISO 14172 oder DIN EN ISO 18274.
1) Die in der Tabelle angegebenen Grenzwerte und Toleranzen sind einzuhalten, wenn sie Einschränkungen gegenüber der jeweiligen Einteilungsnorm darstellen. Sind in der Tabelle keine Grenzwerte oder Toleranzen angegeben, sind die in der jeweiligen Einteilungsnorm angegebenen Werte einzuhalten. 2) P und S zusammen nicht mehr als 0,050 %. 3) Für besondere Fälle z.B. kernnaher Bereich, dürfen weitere Einschränkungen bei der Bestellung vereinbart werden. 4) Bei Mangangehalten größer als 5 % gilt als Toleranz für Nickel: ± 1,0 %. 5) Bei Verwendung für mediumberührte Oberflächen des Primärkreises in DWR- Anlagen oder des Wasser-Dampf-Kreislaufs in SWR- Anlagen ist ein Ersatz von Nb durch Ta nicht zulässig. |
|||||
| Beurteilung der Eignung von Schweißzusätzen und -hilfsstoffen für Mindermengen (anwendungsspezifisches Einzelgutachten) |
Anhang G |
G 1 Allgemeines
(1) Schweißzusätze und Hilfsstoffe, die nach den Bedingungen dieses Anhangs mit positiven Ergebnis geprüft wurden und für die ein anwendungsspezifisches Einzelgutachten erstellt wurde, gelten im Sinne der Regeln KTA 3201.3, KTA 3211.3 und KTA 3401.3 als eignungsgeprüft.
(2) Die Erstellung eines anwendungsspezifischen Einzel-gutachtens für die Beurteilung der Eignung von Schweißzusätzen und -hilfsstoffen hat grundsätzlich gemäß den Festlegungen des Abschnitts 4 zu erfolgen, wobei die in diesem Anhang festgelegten Abweichungen gelten.
(3) Die Prüfung darf abweichend von den Festlegungen im Abschnitt 4.1 (3) beim Verarbeiter im Rahmen der Verfahrens- oder Arbeitsprüfung durchgeführt werden.
G 2 Geltungsbereich
Das anwendungsspezifische Einzelgutachten gilt
G 3 Umfang der durchzuführenden Prüfungen
(1) Der Umfang der durchzuführenden Prüfungen ist bezogen auf den Anwendungsfall und die späteren Betriebsbedingungen festzulegen. Es sind mindestens Untersuchungen
durchzuführen. Im Übrigen gelten die Festlegungen im Abschnitt 4.
(2) Für die Beurteilung der Eignung der Schweißzusätze und -hilfsstoffe dürfen die Ergebnisse der im Rahmen der Verfahrens- oder Arbeitsprüfung durchgeführten mechanisch-technologischen Prüfungen zugrunde gelegt werden.
G 4 Bescheinigungen
(1) Nach Abschluss der Eignungsprüfung ist vom Sachverständigen ein auf den Verwendungszweck abgestimmtes Einzelgutachten zu erstellen.
(2) Die Ausstellung eines Kennblattes gemäß Anhang A ist nicht zulässig.
G 5 Gültigkeit
Einzelgutachten nach diesem Anhang sind im Rahmen ihres Geltungsbereiches unbefristet gültig.
| Bestimmungen, auf die in dieser Regel verwiesen wird | Anhang H |
(Die Verweise beziehen sich nur auf die in diesem Anhang angegebene Fassung. Darin enthaltene Zitate von Bestimmungen beziehen sich jeweils auf die Fassung, die vorlag, als die verweisende Bestimmung aufgestellt oder ausgegeben wurde.)
| AtG | Gesetz über die friedliche Verwendung der Kernenergie und den Schutz gegen ihre Gefahren (Atomgesetz - AtG) in der Fassung der Bekanntmachung vom 15. Juli 1985 (BGBl. I S. 1565), zuletzt geändert durch Artikel 307 der Verordnung vom 31. August 2015 (BGBl. I 2015, Nr. 35, S. 1474) | |
| StrlSchV | Verordnung über den Schutz vor Schäden durch ionisierende Strahlen (Strahlenschutzverordnung - StrlSchV)) vom 20. Juli 2001 (BGBl. I S. 1714; 2002 I S. 1459), zuletzt geändert durch Artikel 5 der Verordnung vom 11. Dezember 2014 (BGBl. I S. 2010) | |
| SiAnf | (2015-03) | Sicherheitsanforderungen an Kernkraftwerke ( SiAnf) in der Fassung der Bekanntmachung vom 3. März 2015 (BAnz AT 30.03.2015 B2) |
| Interpretationen | (2015-03) | Interpretationen zu den Sicherheitsanforderungen an Kernkraftwerke vom 22. November 2012, geändert am 3. März 2015 (BAnz AT 30.03.2015 B3) |
| KTA 1408.2 | (2015-11) | Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- oder aktivitätsführende Komponenten in Kernkraftwerken; Teil 2: Herstellung |
| KTA 1408.3 | (2015-11) | Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- oder aktivitätsführende Komponenten in Kernkraftwerken; Teil 3: Verarbeitung |
| KTA 3201.3 | (2007-11) | Komponenten des Primärkreises von Leichtwasserreaktoren; Teil 3: Herstellung |
| KTA 3211.1 | (2015-11) | Druck- und aktivitätsführende Komponenten von Systemen außerhalb des Primärkreises; Teil 1: Werkstoffe |
| KTA 3211.3 | (2012-11) | Druck- und aktivitätsführende Komponenten von Systemen außerhalb des Primärkreises; Teil 3: Herstellung |
| KTA 3401.3 | (1986-11) | Reaktorsicherheitsbehälter aus Stahl; Teil 3: Herstellung |
| DIN EN ISO 544 | (2011-06) | Schweißzusätze - Technische Lieferbedingungen für Schweißzusätze und Pulver - Art des Produktes, Maße, Grenzabmaße und Kennzeichnung (ISO 544:2011); Deutsche Fassung EN ISO 544:2011 |
| DIN EN ISO 636 | (2008-08) | Schweißzusätze - Stäbe, Drähte und Schweißgut zum Wolfram-Inertgasschweißen von unlegierten Stählen und Feinkornstählen - Einteilung (ISO 636:2004); Deutsche Fassung EN ISO 636:2008 |
| DIN EN ISO 2560 | (2010-03) | Schweißzusätze - Umhüllte Stabelektroden zum Lichtbogenhandschweißen von unlegierten Stählen und Feinkornstählen - Einteilung (ISO 2560:2009); Deutsche Fassung EN ISO 2560:2009 |
| DIN EN ISO 3580 | (2011-05) | Schweißzusätze - Umhüllte Stabelektroden zum Lichtbogenhandschweißen von warmfesten Stählen - Einteilung (ISO 3580:2010); Deutsche Fassung EN ISO 3580:2011 |
| DIN EN ISO 3581 | (2012-04) | Schweißzusätze - Umhüllte Stabelektroden zum Lichtbogenhandschweißen von nichtrostenden und hitzebeständigen Stählen - Einteilung (ISO 3581:2003+Cor 1:2008+Amd 1:2011); Deutsche Fassung EN ISO 3581:2012 |
| DIN EN ISO 3651-1 | (1998-08) | Ermittlung der Beständigkeit nichtrostender Stähle gegen interkristalline Korrosion - Teil 1: Nichtrostende austenitische und ferritisch- austenitische (Duplex)-Stähle; Korrosionsversuch in Salpetersäure durch Messung des Massenverlustes (Huey-Test) (ISO 3651-1:1998); Deutsche Fassung EN ISO 3651-1:1998 |
| DIN EN ISO 3651-2 | (1998-08) | Ermittlung der Beständigkeit nichtrostender Stähle gegen interkristalline Korrosion - Teil 2: Nichtrostende austenitische und ferritisch- austenitische (Duplex)-Stähle; Korrosionsversuch in schwefelsäurehaltigen Medien (ISO 3651-2:1998); Deutsche Fassung EN ISO 3651-2:1998 |
| DIN EN ISO 3690 | (2012-07) | Schweißen und verwandte Prozesse - Bestimmung des Wasserstoffgehaltes im Lichtbogenschweißgut (ISO 3690:2012); Deutsche Fassung EN ISO 3690:2012 |
| DIN EN ISO 4063 | (2011-03) | Schweißen und verwandte Prozesse - Liste der Prozesse und Ordnungsnummern (ISO 4063:2009); Korrigierte Fassung 2010-03-01); Dreisprachige Fassung EN ISO 4063:2010 |
| DIN EN ISO 4136 | (2013-02) | Zerstörende Prüfung von Schweißverbindungen an metallischen Werkstoffen - Querzugversuch (ISO 4136:2012); Deutsche Fassung EN ISO 4136:2012 |
| DIN EN ISO 5173 | (2012-02) | Zerstörende Prüfungen von Schweißnähten an metallischen Werkstoffen - Biegeprüfungen (ISO 5173:2009 + Amd 1:2011); Deutsche Fassung EN ISO 5173:2010 + A1:2011 |
| DIN EN ISO 5817 | (2014-06) | Schweißen - Schmelzschweißverbindungen an Stahl, Nickel, Titan und deren Legierungen (ohne Strahlschweißen) - Bewertungsgruppen von Unregelmäßigkeiten (ISO 5817:2003 + Cor. 1:2006); Deutsche Fassung EN ISO 5817:2003 + AC:2006 |
| DIN EN ISO 6507-1 | (2006-03) | Metallische Werkstoffe - Härteprüfung nach Vickers - Teil 1: Prüfverfahren (ISO 6507-1:2005); Deutsche Fassung EN ISO 6507-1:2005 |
| DIN EN ISO 6847 | (2013-11) | Schweißzusätze - Auftragung von Schweißgut zur Bestimmung der chemischen Zusammensetzung (ISO 6847:2013); Deutsche Fassung EN ISO 6847:2013 |
| DIN EN ISO 6892-1 | (2009-12) | Metallische Werkstoffe - Zugversuch - Teil 1: Prüfverfahren bei Raumtemperatur (ISO 6892-1:2009); Deutsche Fassung EN ISO 6892-1:2009 |
| DIN EN ISO 6892-2 | (2011-05) | Metallische Werkstoffe - Zugversuch - Teil 2: Prüfverfahren bei erhöhter Temperatur (ISO 6892-2:2011); Deutsche Fassung EN ISO 6892-2:2011 |
| DIN EN ISO 6947 | (2011-08) | Schweißen und verwandte Prozesse - Schweißpositionen (ISO 6947:2011); Deutsche Fassung EN ISO 6947:2011 |
| DIN EN ISO 9015-1 | (2011-05) | Zerstörende Prüfung von Schweißverbindungen an metallischen Werkstoffen - Härteprüfung - Teil 1: Härteprüfung für Lichtbogenschweißverbindungen (ISO 9015-1:2001); Deutsche Fassung EN ISO 9015-1:2011 |
| DIN EN ISO 9016 | (2013-02) | Zerstörende Prüfung von Schweißverbindungen an metallischen Werkstoffen - Kerbschlagbiegeversuch - Probenlage, Kerbrichtung und Beurteilung (ISO 9016:2012); Deutsche Fassung EN ISO 9016:2012 |
| DIN EN ISO 9606-1 | (2013-12) | Prüfung von Schweißern - Schmelzschweißen - Teil 1: Stähle (ISO 9606-1:2012, einschließlich Cor 1:2012); Deutsche Fassung EN ISO 9606-1:2013 |
| DIN EN ISO 9712 | (2012-12) | Zerstörungsfreie Prüfung - Qualifizierung und Zertifizierung von Personal der zerstörungsfreien Prüfung (ISO 9712:2012); Deutsche Fassung EN ISO 9712:2012 |
| DIN EN 10088-2 | (2014-12) | Nichtrostende Stähle - Teil 2: Technische Lieferbedingungen für Blech und Band aus korrosionsbeständigen Stählen für allgemeine Verwendung; Deutsche Fassung EN 10088-2:2014 |
| DIN EN 10204 | (2005-01) | Metallische Erzeugnisse - Arten von Prüfbescheinigungen; Deutsche Fassung EN 10204:2004 |
| DIN EN 12074 | (2000-07) | Schweißzusätze - Qualitätsanforderungen für die Herstellung, die Lieferung und den Vertrieb von Zusätzen für das Schweißen und verwandte Verfahren; Deutsche Fassung EN 12074:2000 |
| DIN EN 12536 | (2000-08) | Schweißzusätze - Stäbe zum Gasschweißen von unlegierten und warmfesten Stählen - Einteilung; Deutsche Fassung EN 12536:2000 |
| DIN EN ISO 13916 | (1996-11) | Anleitung zur Messung der Vorwärm-, Zwischenlagen- und Haltetemperatur (ISO 13916:1996); Deutsche Fassung EN ISO 13916:1996 |
| DIN EN ISO 14171 | (2011-01) | Schweißzusätze - Massivdrahtelektroden, Fülldrahtelektroden und Draht-Pulver-Kombinationen zum Unterpulverschweißen von unlegierten Stählen und Feinkornstählen - Einteilung (ISO 14171:2010); Deutsche Fassung EN ISO 14171:2010 |
| DIN EN ISO 14172 | (2009-03) | Schweißzusätze - Umhüllte Stabelektroden zum Lichtbogenhandschweißen von Nickel und Nickellegierungen - Einteilung (ISO 14172:2008); Deutsche Fassung EN ISO 14172:2008 |
| DIN EN ISO 14174 | (2012-05) | Schweißzusätze - Pulver zum Unterpulverschweißen und Elektroschlackeschweißen - Einteilung (ISO 14174:2012); Deutsche Fassung EN ISO 14174:2012 |
| DIN EN ISO 14175 | (2008-06) | Schweißzusätze - Gase und Mischgase für das Lichtbogenschweißen und verwandte Prozesse (ISO 14175:2008); Deutsche Fassung EN ISO 14175:2008 |
| DIN EN ISO 14341 | (2011-04) | Schweißzusätze - Drahtelektroden und Schweißgut zum Metall-Schutzgasschweißen von unlegierten Stählen und Feinkornstählen - Einteilung (ISO 14341:2010); Deutsche Fassung EN ISO 14341:2011 |
| DIN EN ISO 14343 | (2010-04) | Schweißzusätze - Drahtelektroden, Bandelektroden, Drähte und Stäbe zum Lichtbogenschweißen von korrosionsbeständigen und hitzebeständigen Stählen - Einteilung (ISO 14343:2009); Deutsche Fassung EN ISO 14343:2009 |
| DIN EN 14532-1 | (2005-02) | Schweißzusätze - Prüfverfahren und Qualitätsanforderungen - Teil 1: Grundprüfungen und Konformitätsbewertung von Schweißzusätzen für Stahl, Nickel und Nickellegierungen; Deutsche Fassung EN 14532-1:2004 |
| DIN EN 14532-2 | (2005-02) | Schweißzusätze - Prüfverfahren und Qualitätsanforderungen - Teil 2: Ergänzende Prüfungen und Konformitätsbewertung von Schweißzusätzen für Stahl, Nickel und Nickellegierungen; Deutsche Fassung EN 14532-2:2004 |
| DIN EN ISO 15792-1 | (2012-01) | Schweißzusätze - Prüfverfahren - Teil 1: Prüfverfahren für Prüfstücke zur Entnahme von Schweißgutproben an Stahl, Nickel und Nickellegierungen (ISO 15792-1:2000 + Amd 1:2011); Deutsche Fassung EN ISO 15792-1:2008 + A1:2011 |
| DIN EN ISO 16834 | (2012-08) | Schweißzusätze - Drahtelektroden, Drähte, Stäbe und Schweißgut zum Schutzgasschweißen von hochfesten Stählen - Einteilung (ISO 16834:2012); Deutsche Fassung EN ISO 16834:2012 |
| DIN EN ISO 17632 | (2008-08) | Schweißzusätze - Fülldrahtelektroden zum Metall-Lichtbogenschweißen mit und ohne Schutzgas von unlegierten Stählen und Feinkornstählen - Einteilung (ISO 17632:2004); Deutsche Fassung EN ISO 17632:2008 |
| DIN EN ISO 17633 | (2011-03) | Schweißzusätze - Fülldrahtelektroden und Füllstäbe zum Metall-Lichtbogenschweißen mit oder ohne Gasschutz von nichtrostenden und hitzebeständigen Stählen - Einteilung (ISO 17633:2010); Deutsche Fassung EN ISO 17633:2010 |
| DIN EN ISO 17634 | (2006-06) | Schweißzusätze - Fülldrahtelektroden zum Metall-Schutzgasschweißen von warmfesten Stählen - Einteilung (ISO 17634:2004); Deutsche Fassung EN ISO 17634:2006 |
| DIN EN ISO 17641-2 | (2005-09) | Zerstörende Prüfung von Schweißverbindungen an metallischen Werkstoffen - Heißrissprüfungen für Schweißungen - Lichtbogenschweißprozesse - Teil 2: Selbstbeanspruchende Prüfungen (ISO 17641- 2:2005); Deutsche Fassung EN ISO 17641-2:2005 |
| DIN EN ISO 18274 | (2011-04) | Schweißzusätze - Draht- und Bandelektroden, Massivdrähte und -stäbe zum Schmelzschweißen von Nickel und Nickellegierungen - Einteilung (ISO 18274:2010); Deutsche Fassung EN ISO 18274:2010 |
| DIN EN ISO 18275 | (2012-07) | Schweißzusätze - Umhüllte Stabelektroden zum Lichtbogenhandschweißen von hochfesten Stählen - Einteilung (ISO 18275:2011); Deutsche Fassung EN ISO 18275:2012 |
| DIN EN ISO 18276 | (2006-09) | Schweißzusätze - Fülldrahtelektroden zum Metall-Lichtbogenschweißen mit und ohne Schutzgas von hochfesten Stählen - Einteilung (ISO 18276:2005); Deutsche Fassung EN ISO 18276:2006 |
| DIN EN ISO 21952 | (2012-08) | Schweißzusätze - Drahtelektroden, Drähte, Stäbe und Schweißgut zum Schutzgasschweißen von warmfesten Stählen - Einteilung (ISO 21952:2012); Deutsche Fassung EN ISO 21952:2012 |
| DIN EN ISO 24598 | (2012-08) | Schweißzusätze - Drahtelektroden, Fülldrahtelektroden und Draht-Pulver-Kombinationen für das Unterpulverschweißen von warmfesten Stählen - Einteilung (ISO 24598:2012); Deutsche Fassung EN ISO 24598:2012 |
| DIN EN ISO 26304 | (2011-11) | Schweißzusätze - Massivdrahtelektroden, Fülldrahtelektroden und Draht-Pulver-Kombinationen zum Unterpulverschweißen von hochfesten Stählen - Einteilung (ISO 26304:2011); Deutsche Fassung EN ISO 26304:2011 |
| DIN 32525-4 | (2010-05) | Schweißzusätze - Prüfung von Schweißzusätzen mittels Schweißgutproben - Teil 4: Prüfstück für die Ermittlung der Härte für Auftragschweißungen |
| DIN 50125 | (2009-07) | Prüfung metallischer Werkstoffe - Zugproben |
| AD 2000-Merkblatt HP 5/3 | (2015-04) | Herstellung und Prüfung der Verbindungen - Zerstörungsfreie Prüfung der Schweißverbindungen |
| AD 2000-Merkblatt HP 7/3 | (2015-04) | Wärmebehandlung - Austenitische Stähle |
| SEP 1325 | (1982-12) | Fallgewichtsversuch nach W. S. Pellini |
| SEP 1877 | (1994-07) | Prüfung der Beständigkeit hochlegierter, korrosionsbeständiger Werkstoffe gegen interkristalline Korrosion |
| VdTOV Merkblatt Schweißtechnik 1153 | (2012-10) | Richtlinien für die Eignungsprüfung von Schweißzusätzen |
_____
Bekanntmachung von sicherheitstechnischen Regeln des Kerntechnischen Ausschusses vom 4. Dezember 2015 (BAnz AT 08.01.2016 B4)
Gemäß § 7 Absatz 6 der Bekanntmachung über die Neufassung der Bekanntmachung über die Bildung eines Kerntechnischen Ausschusses vom 26. November 2012 (BAnz AT 10.12.2012 B2) gebe ich nachstehend die vom Kerntechnischen Ausschuss am 10. November 2015 beschlossenen Regeln (Regeländerungen)
KTA 1408.1 Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken;
Teil 1: EignungsprüfungKTA 1408.2 Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken;
Teil 2: HerstellungKTA 1408.3 Qualitätssicherung von Schweißzusätzen und -hilfsstoffen für druck- und aktivitätsführende Komponenten in Kernkraftwerken;
Teil 3: VerarbeitungKTA 1504 Überwachung der Ableitung radioaktiver Stoffe mit Wasser
KTA 2101.1 Brandschutz in Kernkraftwerken;
Teil 1: Grundsätze des BrandschutzesKTA 2101.2 Brandschutz in Kernkraftwerken;
Teil 2: Brandschutz an baulichen AnlagenKTA 2101.3 Brandschutz in Kernkraftwerken;
Teil 3: Brandschutz an maschinen- und elektrotechnischen AnlagenKTA 2103 Explosionsschutz in Kernkraftwerken mit Leichtwasserreaktoren
(allgemeine und fallbezogene Anforderungen)KTA 2201.5 Auslegung von Kernkraftwerken gegen seismische Einwirkungen;
Teil 5: Seismische InstrumentierungKTA 2201.6 Auslegung von Kernkraftwerken gegen seismische Einwirkungen;
Teil 6: Maßnahmen nach ErdbebenKTA 3101.3 Auslegung der Reaktorkerne von Druck- und Siedewasserreaktoren;
Teil 3: Mechanische und thermische AuslegungKTA 3103 Abschaltsysteme von Leichtwasserreaktoren
KTA 3205.2 Komponentenstützkonstruktionen mit nichtintegralen Anschlüssen;
Teil 2: Komponentenstützkonstruktionen mit nichtintegralen Anschlüssen für druck- und aktivitätsführende Komponenten in Systemen außerhalb des PrimärkreisesKTA 3211.1 Druck- und aktivitätsführende Komponenten von Systemen außerhalb des Primärkreises;
Teil 1: WerkstoffeKTA 3301 Nachwärmeabfuhrsysteme von Leichtwasserreaktoren
KTA 3303 Wärmeabfuhrsysteme für Brennelementlagerbecken von Kernkraftwerken mit Leichtwasserreaktoren
KTA 3501 Reaktorschutzsystem und Überwachungseinrichtungen des Sicherheitssystems
KTA 3503 Typprüfung von elektrischen Baugruppen der Sicherheitsleittechnik
KTA 3505 Typprüfung von Messwertgebern und Messumformern der Sicherheitsleittechnik
in der Fassung 2015-11 bekannt (Anlage).
 |
ENDE | |
(Stand: 27.11.2019)
Alle vollständigen Texte in der aktuellen Fassung im Jahresabonnement
Nutzungsgebühr: ab 105.- € netto
(derzeit ca. 7200 Titel s.Übersicht - keine Unterteilung in Fachbereiche)
Die Zugangskennung wird kurzfristig übermittelt
? Fragen ?
Abonnentenzugang/Volltextversion