 Für einen individuellen Ausdruck passen Sie bitte die
Für einen individuellen Ausdruck passen Sie bitte dieEinstellungen in der Druckvorschau Ihres Browsers an. Regelwerk; BGI, DGUV-I

| Für einen individuellen Ausdruck passen Sie bitte die Einstellungen in der Druckvorschau Ihres Browsers an. Regelwerk; BGI, DGUV-I |
|
DGUV Information 203-022 / BGI 801 - Gestaltungsregeln für Anlagen zur Behandlung von Siebdruckformen
Hinweise für Hersteller und Betreiber
(Ausgabe 04/2005; 05/2009; 05/2018aufgehoben)
| Redaktioneller Hinweis: Berufsgenossenschaften sind gemäß § 210 SGB VII Behörden; ihre amtlichen Veröffentlichungen nach § 15 SGB VII unterliegen gemäß § 5 Abs. 2 UrhG keinem Urheberrechtsschutz. |
Archiv 05/2009
Vorbemerkung für den Betreiber
DGUV Informationen richten sich in erster Linie an den Unternehmer und sollen ihm Hilfestellung bei der Umsetzung seiner Pflichten aus staatlichen Arbeitsschutzvorschriften, Unfallverhütungsvorschriften und gegebenenfalls Regeln geben. Dabei sollen Wege aufgezeigt werden, wie Arbeitsunfälle, Berufskrankheiten und arbeitsbedingte Gesundheitsgefahren vermieden werden können.
Der Unternehmer kann bei Beachtung der in diesen DGUV Informationen enthaltenen Empfehlungen, insbesondere den beispielhaften Lösungsmöglichkeiten, davon ausgehen, dass er damit geeignete Maßnahmen zur Verhütung von Arbeitsunfällen, Berufskrankheiten und arbeitsbedingten Gesundheitsgefahren getroffen hat. Andere Lösungen sind möglich, dabei hat der Unternehmer in einer Gefährdungsbeurteilung festzustellen, dass eine vergleichbare Sicherheit erreicht wird. Sind zur Konkretisierung staatlicher Arbeitsschutzvorschriften von den dafür eingerichteten Ausschüssen technische Regeln erarbeitet worden, sind diese vorrangig zu beachten.
Die in DGUV Informationen gegebenenfalls enthaltenen technischen Lösungen schließen andere, mindestens ebenso sichere Lösungen nicht aus, die auch in technischen Regeln anderer Mitgliedsstaaten der Europäischen Union oder anderer Vertragsstaaten des Abkommens über den Europäischen Wirtschaftsraum enthalten sind.
Die in dieser DGUV Information nachfolgenden Gestaltungsregeln werden anlagenbezogen dargestellt. Die hierdurch zwangsläufig auftretenden Dopplungen bzw. Mehrfachnennungen werden bewusst in Kauf genommen. Diese Form der Darstellung erleichtert es dem Leser in Bezug auf "seine Anlage" alle erforderlichen Informationen nacheinander zu erfassen.
Hinweis an die Hersteller von Siebwaschanlagen:
Die DGUV Information 203-022 stellt keine Beschaffenheitsanforderung im Sinne der europäischen Richtlinie für Maschinen ( 2006/42/EG) dar, sondern fasst die in verschiedenen Rechtsnormen vorhandenen Anforderungen bezogen auf Siebwaschanlagen zusammen. Sie ist vor allem als Entscheidungshilfe für die Anwender gedacht und soll Anlagenhersteller sowie Betreiber bei der Aufstellung und Erarbeitung von Sicherheitskonzepten unterstützen.
1 Anwendungsbereich
In den nachfolgenden Gestaltungsregeln sollen die verschiedenen Gesetze zum Arbeits- und Umweltschutz sowie dazugehörige Regeln, Normen und Richtlinien für die Praxis zusammengefasst, erläutert und präzisiert werden.
Die Gestaltungsregeln wurden für alle Anlagen zur Behandlung von Siebdruckformen (Bauarten siehe nachstehend) erarbeitet.
Sie basieren für die Kapitel "Bau und Ausrüstung" auf der europäischen Richtlinie für Maschinen 2006/42/EG, der europäischen Richtlinie zum Explosionsschutz 2014/34/EU (ATEX 114 1)) sowie den dazugehörigen europäischen Normen bzw. Normenentwürfen. Die EG-Maschinenrichtlinie wurde durch die Maschinenverordnung ( 9. Verordnung zum Produktsicherheitsgesetz), die ATEX 114 1) durch die Explosionsschutzprodukteverordnung ( 11. Verordnung zum Produktsicherheitsgesetz) in nationales Recht umgesetzt. Bei den Normen wurden insbesondere die EN 1010-1 und EN 1010-2 (Sicherheit von Maschinen - Sicherheitsanforderungen an Konstruktion und Bau von Druck- und Papierverarbeitungsmaschinen) sowie die EN 12921-3 (Maschinen zur Oberflächenreinigung und -vorbehandlung von industriellen Produkten mittels Flüssigkeiten und Dampfphasen) zugrunde gelegt.
Für die Kapitel "Aufstellungsort" sind die Richtlinien 1999/92/EG (ATEX 137 1)), 98/24/EG (Schutz der Arbeitnehmer vor der Gefährdung durch chemische Arbeitsstoffe) sowie die Richtlinie 89/391/EWG (Durchführung von Maßnahmen zur Verbesserung der Sicherheit und des Gesundheitsschutzes der Arbeitnehmer bei der Arbeit) maßgebend. Diese wurden durch das Arbeitsschutzgesetz ( ArbSchG), die Gefahrstoffverordnung und die Betriebssicherheitsverordnung ( BetrSichV) in nationales Recht umgesetzt.
2 Begriffsbestimmungen
Im Sinne dieser DGUV Information werden folgende Begriffe bestimmt:
2.1 Siebdruck
ist ein Druckverfahren, bei dem die Übertragung des Druckbildes mit einem Siebgewebe erfolgt. Dabei wird die Druckfarbe mit einer Druckrakel durch die offenen Stellen in den Maschen des Gewebes auf den Bedruckstoff gedrückt.
2.2 Die Siebdruckform
besteht aus einem Siebdruckrahmen (meistens aus Leichtmetall), auf dem ein Gewebe gespannt ist. Dieses Gewebe wird mit einer Kopierschicht bedeckt, die an den nicht druckenden Stellen mit UV-Licht ausgehärtet wird. Die druckenden Stellen werden ausgewaschen, so dass die Maschen geöffnet sind (sog. Siebdruckschablone).
2.3 Siebreiniger
ist diejenige Waschflüssigkeit, die zum Reinigen der Siebdruckform verwendet wird. Es ist in der Regel eine Zubereitung (Gemisch) aus organischen Lösemitteln, zum Teil auch in Verbindung mit Tensiden und Wasser.
2.4 Entschichter
ist diejenige Zubereitung, mit der nach dem Waschvorgang die Kopierschicht wieder vom Gewebe der Siebdruckform entfernt wird. Es handelt sich in der Regel um eine wässrige Perjodat-Lösung.
2.5 Gefährdungen
Die Behandlung von Siebdruckformen kann zu Gesundheitsgefahren für die Beschäftigten am Arbeitsplatz und zu einer Gefährdung der Umwelt führen.
Die Gesundheitsgefahren für die Beschäftigten sind:
2.6 Parameter
Anforderungen an das Waschgut
Für jede Anlagenart werden separat die folgenden Parameter betrachtet:
Gesundheitsschutz am Arbeitsplatz
Explosionsschutz
Umweltschutz
Sicherheitshinweise für Arbeiten an automatischen Siebwasch- und Entschichtungsanlagen durch den Anwender
2.7 Bauarten
Die folgenden Bauarten für Siebwasch- und Entschichtungsanlagen werden in den einzelnen Kapiteln näher beschrieben:
2.8 Arbeitsprozesse
Die Arbeitsprozesse sind in Anhang 1 definiert und beschrieben.
3 Anforderungen an das Waschgut
3.1 Typ der Waschanlage
Der überwiegende Anteil der im Siebdruck verwendeten Siebwaschanlagen sind nach der EN 12921-3 Anlagen vom Typ B, wobei das Innere der Waschkammer in Zone 0 einzustufen ist. Dabei muss sicher verhindert sein, dass das zu waschende Gut eine potentielle Zündquelle darstellt (Gefährdung durch statische Elektrizität).
3.2 Zündquellen durch Siebdruckformen
Als potentielle Zündquellen gelten gemäß TRGS 727 alle isolierenden bzw. elektrostatisch nicht ableitfähigen Gegenstände (Flächen) mit einem Oberflächenwiderstand größer 1 Megaohm (106 Ohm), falls sie die höchstzulässigen Oberflächen/Durchmesser/ Breiten aus den Tabellen 1a /1b für Zone 0 und Explosionsgruppe IIa (TRGS 727, Abschnitt 3.2.1 (2)) überschreiten.
Zündgefahren in Zone 0 sind für die Ex-Gruppe IIa nicht zu erwarten, wenn z.B. die Oberfläche isolierender Gegenstände max. 50 cm2 beträgt. Ist die Fläche größer, muss ein experimenteller Nachweis vorliegen, dass nicht mit gefährlichen Aufladungen zu rechnen ist.
Der experimentelle Nachweis wurde für das Waschen von herkömmlichen Siebdruckformen, bei denen das Polyester- und Nylongewebe direkt auf dem Metallrahmen verklebt ist, mit Siebreinigern mit hoher Leitfähigkeit (>109S/m) erbracht. Dabei muss innerhalb der Waschkammer eine leitfähige Verbindung zwischen dem Siebrahmen und der Rahmenaufnahme sichergestellt sein. Bei den so genannten eingeschweißten Metallsieben ("Trampolinsiebe", die vorwiegend im keramischen Siebdruck Verwendung finden), wird ein Metallsieb mit einem Polyestergewebe verbunden, das mit dem Rahmen verklebt wird. Dadurch ist das Metallgewebe nicht leitfähig mit dem Rahmen verbunden und kann sich während des Waschvorgangs elektrostatisch aufladen ("Kondensatoreffekt"). Die Entladung der Metallsiebe kann ausreichend Energie freisetzen, um das versprühte Waschmittel innerhalb der Waschanlage zu zünden. Deshalb muss bei diesem Schablonentyp der Siebdruckrahmen dauerhaft leitfähig mit dem eingeschweißten Metallgewebe verbunden werden.
3.3 Zündquellen durch anderes Waschgut
Ein eventuelles Waschen von Rakeln mit nicht ableitfähiger Kunststoffbasis oder von sonstigen Gegenständen aus nicht ableitfähigem Material ist unzulässig, wenn die Abmessungen gemäß TRGS 727 überschritten werden (50 cm2).
3.4 Herstellerhinweise
Nach dem Produktsicherheitsgesetz ( ProdSG) ist der Hersteller von Siebwaschanlagen verpflichtet, in seiner Bedienungsanleitung Hinweise zum bestimmungsgemäßen Gebrauch aufzuführen. Diese Hinweise umfassen auch die Eigenschaften des zulässigen Waschguts, wobei auch ein vorhersehbarer Missbrauch mit berücksichtigt werden muss. Die in Abschnitt 3.2 genannten eingeschweißten Metallsiebe sind ausdrücklich zu verbieten, wenn sie nicht die Anforderungen an die Leitfähigkeit erfüllen. Das Gleiche gilt für die unter Abschnitt 3.3 genannten Kunststoffteile.
Falls der Hersteller in seiner Bedienungsanleitung mit Verweis auf seine durchgeführte Gefährdungsbeurteilung bestimmte Gegenstände zulässt, bzw. bei Altanlagen auf Anfrage die Zulässigkeit durch den Hersteller der Anlage schriftlich bestätigt wird, kann sich der Betreiber ohne weitere Prüfung darauf verlassen.
4 Informationen für die Gestaltung und die Aufstellung von Siebwasch- und Entschichtungseinrichtungen
4.1 Manuelle Siebwaschplätze
4.1.1 Kurzbeschreibung
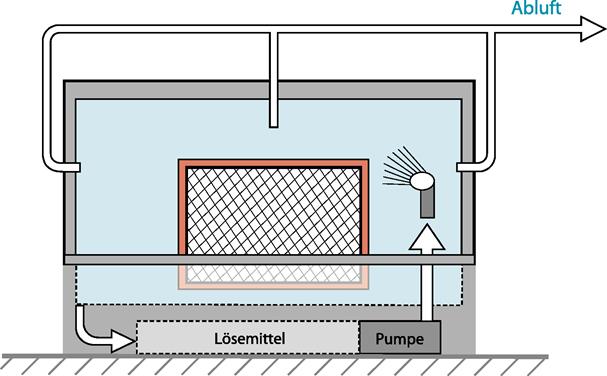
Manuelle Siebwaschplätze sind Einrichtungen, in denen farbverschmutzte Siebdruckformen mit Hilfe eines Siebreinigers von Hand gereinigt werden. Sie sind in der Regel als an der Stirnseite (Breitseite) offene, nahezu senkrechte Stände ausgeführt, die vorzugsweise aus Metall bestehen. Der Siebreiniger wird aus einem Vorratstank (meist unterhalb des Reinigungsbereiches oder neben der Auswaschwanne) über eine Pumpe einer Reinigungsbürste zugeführt und damit auf die zu reinigende Siebdruckform aufgebracht. Der herablaufende und herabtropfende, verunreinigte Siebreiniger wird in der Auswaschwanne aufgefangen und läuft meist durch Schwerkraft wieder in den Vorratstank zurück.
Abb. 1 Manueller Siebwaschplatz
4.1.2 Gesundheitsschutz am Arbeitsplatz
4.1.2.1 Bau und Ausrüstung
Unabhängig vom Flammpunkt der eingesetzten Siebreiniger gilt:
Bei Verwendung von Siebreinigern mit einem Flammpunkt > 40 °C und < 60 °C gilt zusätzlich:
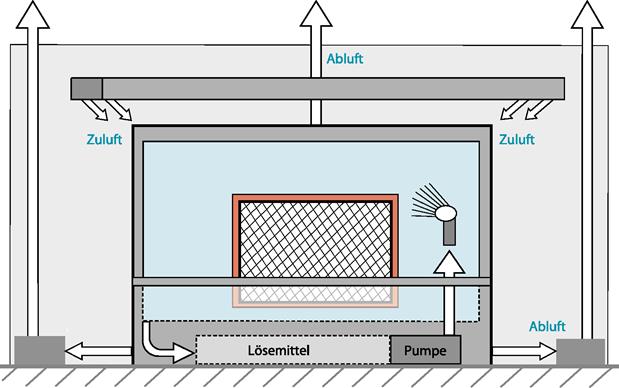
4.1.2.2 Aufstellungsort
Abb. 2 Lüftung im Raum mit manuellem Siebwaschplatz
4.1.2.3 Betrieb
Schutzhandschuhe
Schutzbrille
Die Unterweisung ist jährlich durchzuführen.
4.1.3 Explosionsschutz
4.1.3.1 Bau und Ausrüstung
Unabhängig vom Flammpunkt der eingesetzten Siebreiniger gilt:
Bei Verwendung von Siebreinigern mit einem Flammpunkt > 40 °C und < 60 °C gilt zusätzlich:
Bei Verwendung von Siebreinigern mit einem Flammpunkt> 60 °C gilt: Der Werkstoff des Siebwaschplatzes muss ausreichen beständig gegen die eingesetzten Chemikalien sein.
4.1.3.2 Aufstellungsort
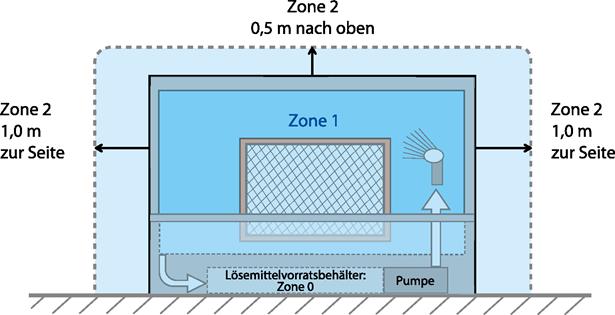
Zone 0:
im Lösemittelvorratsbehälter
Zone 1:
Das Innere des Waschplatzes und mindestens 50 cm horizontal vor der Sieboberfläche und bis zum Boden sowie in der Absaugung
Zone 2:
weitere 1,0 m horizontal und 0,5 m vertikal sowie bis zum Boden um die Anlage
Siehe Abbildungen 3 + 4![]() Hinweis:
Hinweis:
Nach Abschnitt 4.1.2.1 dürfen nur Lösemittel mit einem Flammpunkt > 40 °C eingesetzt werden. Werden diese erwärmt oder ist es aus produktionstechnischen Gründen notwendig, Produkte mit einem niedrigeren Flammpunkt einzusetzen, sind strengere Maßstäbe bei der Zoneneinteilung anzulegen.
Abb. 3 Zoneneinteilung an einem manuellen Siebwaschplatz (Draufsicht) bei Verwendung eines Siebreinigers mit Flammpunkt > 40 °C und < 60°C
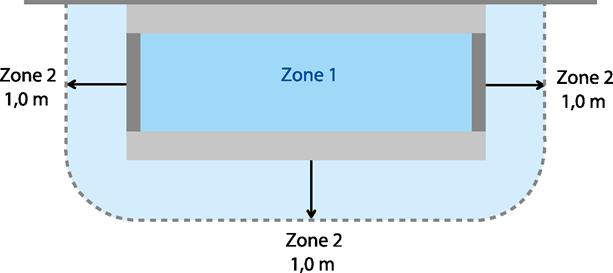
Abb. 4 Zoneneinteilung an einem manuellen Siebwaschplatz (Vorderansicht) bei Verwendung eines Siebreinigers mit Flammpunkt > 40 °C und < 60 °C
4.1.3.3 Betrieb
4.1.4 Umweltschutz
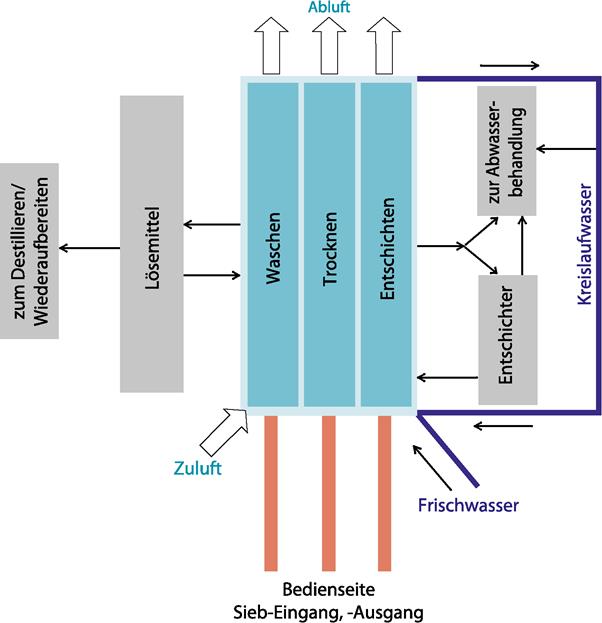
4.2 Siebwasch- und Entschichtungsanlagen in getrennter Kammerbauweise
4.2.1 Kurzbeschreibung
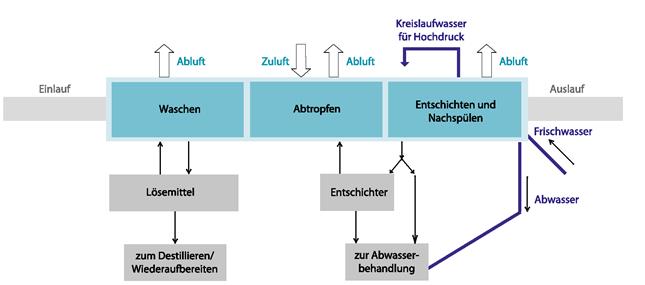
Wasch- und Entschichtungsanlagen in getrennter Kammerbauweise sind Einrichtungen, in denen Siebdruckformen in einer geschlossenen Kammer mit einem Siebreiniger gereinigt und in einer weiteren geschlossenen Kammer mit einer Entschichterchemikalie behandelt werden. Das Material der Anlagen ist vorzugsweise Edelstahl. Die zu behandelnden Siebdruckformen werden entweder manuell oder automatisch in die jeweilige Kammer befördert und diese durch eine Tür verschlossen. Durch eine individuelle Programmautomatik wird das entsprechende Behandlungsprogramm gestartet. Nach einer Abtropfzeit kann die Siebdruckform der jeweiligen Behandlungskammer entnommen und weiteren Behandlungsschritten zugeführt werden.
Abb. 5 Siebwasch- und Entschichtungsanlage in getrennter Kammerbauweise
Zur Reinigung von Siebdruckformen gibt es zwei verschiedene Anlagentypen:
Die für die Behandlung notwendigen Chemikalien sind in separaten Vorratstanks untergebracht. Diese sind meistens neben oder unter der entsprechenden Behandlungskammer angeordnet. Die Chemikalien werden aus den Vorratstanks über Schläuche oder Rohrleitungen an die jeweilige Verwendungsstelle gepumpt und fließen anschließend meist per Schwerkraft wieder in den entsprechenden Vorratstank zurück.
Die Entfernung der Siebdruckschablone erfolgt in der Entschichterkammer entweder durch Aufsprühen der Entschichterchemikalie mit Druck oder durch bewegte Bürsten. Danach werden die Siebdruckformen in dieser Kammer noch mit Hochdruckwasser (Frisch- oder Kreislaufwasser) und eventuell mit Entfettungsmitteln behandelt und mit Frischwasser klargespült.
4.2.2 Gesundheitsschutz am Arbeitsplatz
4.2.2.1 Bau und Ausrüstung
4.2.2.2 Aufstellungsort
4.2.2.3 Betrieb
Geeignete Schutzhandschuhe bei der Handhabung der Drucksiebe
Schutzbrille beim Umfüllen der Siebreiniger und anderer Chemikalien
Die Unterweisung ist jährlich durchzuführen.
4.2.3 Explosionsschutz
4.2.3.1 Bau und Ausrüstung
Siebreiniger versprüht werden (Sprühdruck > 70 kPa)
Bürsten sich bewegen
Nach der Explosionsschutz Richtlinie 2014/34/EU (ATEX 114) unterliegen Geräte mit potentieller Zündquelle in Zone 0 der Pflicht zur EG-Baumusterprüfung und nachfolgender Fertigungskontrolle oder alternativ der Einzelprüfung durch eine benannte Stelle.
Der Hersteller hat im Rahmen einer Gefahrenanalyse zu prüfen, ob die eingebauten nichtelektrischen Teile potentielle Zündquellen darstellen (EN 13463-1). Die Prüfung und das Ergebnis sind schriftlich zu dokumentieren.
Bei mechanischen Geräten können das bewegte Teile, heiße Oberflächen oder elektrisch aufladbare Teile oder Flüssigkeiten sein.
Dazu zählen insbesondere:
Bei Absaugvorgängen nach dem Waschvorgang aus der Zone 0 nimmt durch die nachströmende Umgebungsluft die Konzentration des Lösemittels sehr rasch ab. Gemäß EN 12921-3 ist das Innere des Absaugventilators Zone 1, d. h. er muss Kategorie 2 G entsprechen. Zusätzlich kann zur Begrenzung der Lösemittelkonzentration in der Abluft ein Tropfenabscheider vorgesehen oder Frischluft auf der Saugseite des Ventilators zugemischt werden.
Unabhängig vom Flammpunkt der eingesetzten Siebreiniger gilt Folgendes:
Wenn Siebreiniger mit einem Flammpunkt > 40 °C und < 60 °C eingesetzt werden, gilt zusätzlich:
Wenn Siebreiniger mit einem Flammpunkt > 60 °C eingesetzt werden (= Typ B Reinigungsanlage gemäß EN 12921-3), gilt:
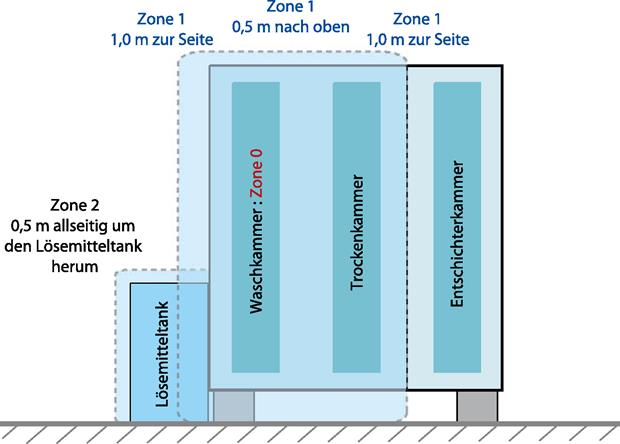
4.2.3.2 Aufstellungsort
Zone 0:
im Inneren der Waschkammer
Zone 1:
1,0 m
Zone 2:
0,5 m
Siehe Abbildungen 6 + 7![]() Hinweis:
Hinweis:
Nach Abschnitt 4.2.2.1 dürfen nur Lösemittel mit einem Flammpunkt > 40 °C eingesetzt werden. Werden diese über diese Temperatur erwärmt oder ist es aus produktionstechnischen Gründen notwendig, Produkte mit einem niedrigeren Flammpunkt einzusetzen, sind strengere Maßstäbe bei der Zoneneinteilung anzulegen.
Abb. 6 Zoneneinteilung bei einer Siebwasch- und Entschichtungsanlage in getrennter Kammerbauweise (Draufsicht)
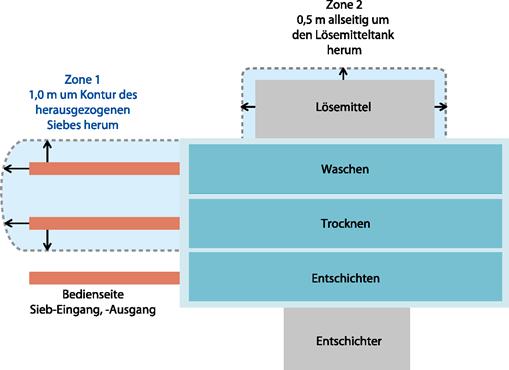
Abb. 7 Zoneneinteilung bei einer Siebwasch- und Entschichtungsanlage in getrennter Kammerbauweise (Vorderansicht)
4.2.3.3 Betrieb
4.2.4 Umweltschutz
4.3 Inlineanlagen zum Waschen und Entschichten von Siebdruckformen
4.3.1 Kurzbeschreibung
Inlineanlagen zum Waschen und Entschichten von Siebdruckformen sind automatische Einrichtungen, in denen die Siebdruckformen in einer verketteten Anlage mit einem Siebreiniger gereinigt und mit einer Entschichterchemikalie behandelt werden. Hierzu sind zwei verschiedene Versionen gebräuchlich:
Abb. 8 Inline-Durchlaufanlage mit Bürsten
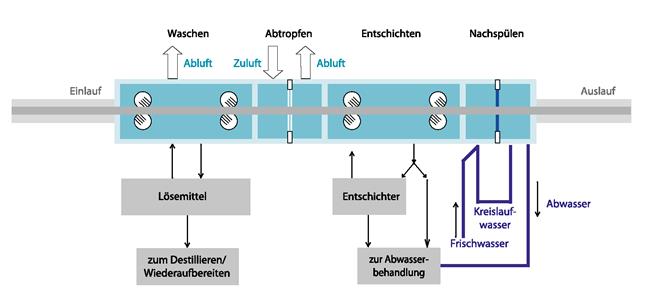
Abb. 9 Inline-Kammeranlage
Bei Inline-Durchlaufanlagen gibt es in der Regel zwei Anlagentypen zur Reinigung von Siebdruckformen:
Die für die Behandlung notwendigen Chemikalien sind in separaten Vorratstanks untergebracht. Diese sind meistens neben oder unter der entsprechenden Behandlungskammer angeordnet. Die Chemikalien werden aus den Vorratstanks über Schläuche und/oder Rohrleitungen an die jeweilige Verwendungsstelle gepumpt und fließen anschließend meist per Schwerkraft wieder in den entsprechenden Vorratstank zurück.
Die Entfernung der Siebdruckschablone erfolgt in der Entschichterkammer entweder durch Aufsprühen der Entschichterchemikalie mit Druck oder durch bewegte Bürsten. Es gibt Anlagensysteme, bei denen die Chemikalien zur Siebentschichtung im Kreislauf gefahren werden.
4.3.2 Gesundheitsschutz am Arbeitsplatz
4.3.2.1 Bau und Ausrüstung
4.3.2.2 Aufstellungsort
4.3.2.3 Betrieb
Geeignete Schutzhandschuhe bei der Handhabung der Drucksiebe
Schutzbrille beim Umfüllen der Siebreiniger
Die Unterweisung ist jährlich durchzuführen.
4.3.3 Explosionsschutz
4.3.3.1 Bau und Ausrüstung
Siebreiniger versprüht werden (Sprühdruck > 70 kPa)
Bürsten sich bewegen
Bei mechanischen Geräten können das bewegte Teile, heiße Oberflächen oder elektrisch aufladbare Teile oder Flüssigkeiten sein.
Dazu zählen insbesondere:
Bei Absaugvorgängen nach dem Waschvorgang aus der Zone 0 nimmt durch die nachströmende Umgebungsluft die Konzentration des Lösemittels sehr rasch ab. Gemäß EN 12921-3 ist das Innere des Absaugventilators Zone 1, d. h. er muss Kategorie 2 G entsprechen. Zusätzlich kann zur Begrenzung der Lösemittelkonzentration in der Abluft ein Tropfenabscheider vorgesehen oder Frischluft auf der Saugseite des Ventilators zugemischt werden.
Unabhängig vom Flammpunkt der eingesetzten Siebreiniger gilt Folgendes:
 ).
).Wenn Siebreiniger mit einem Flammpunkt > 40 °C und < 60 °C eingesetzt werden, gilt zusätzlich:
Wenn Siebreiniger mit einem Flammpunkt> 60 °C eingesetzt werden (= Typ B Reinigungsanlage gemäß EN 12921-3), gilt:
4.3.3.2 Aufstellungsort
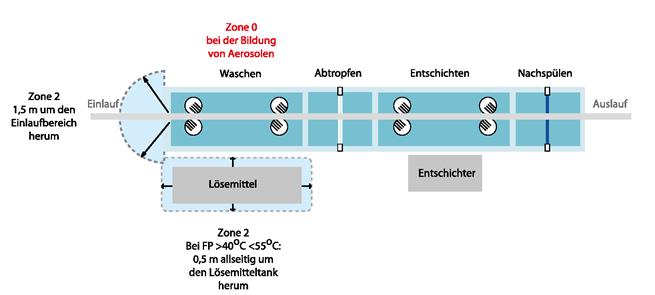
4.3.3.2.1 Verwendung von Siebreinigern mit Flammpunkten > 40 und < 60 °C
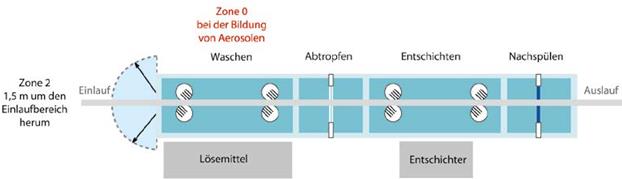
Zone 0:
Im Inneren der Waschkammer
Zone 2:
1,5 m
0,5 m
0,5 m
Siehe Abbildung 10 + 11![]() Hinweis:
Hinweis:
Nach Abschnitt 3.3.2 Buchstabe a) dürfen nur Lösemittel mit einem Flammpunkt > 40 °C eingesetzt werden. Werden diese erwärmt oder ist es aus produktionstechnischen Gründen notwendig, Produkte mit einem niedrigeren Flammpunkt einzusetzen, sind strengere Maßstäbe bei der Zoneneinteilung anzulegen.
Abb. 10 Zoneneinteilung Inline-Kammeranlagen
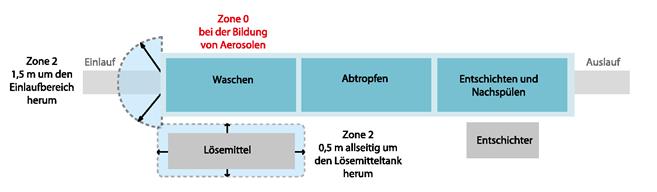
Abb. 11 Zoneneinteilung bei Inline-Durchlaufanlagen
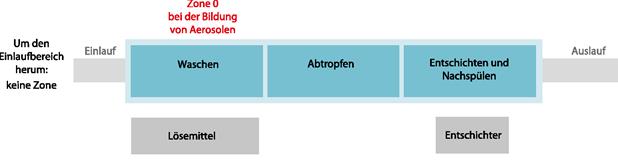
4.3.3.2.2 Verwendung von Siebreinigern mit Flammpunkten> 60 °C
Bei Verwendung von Siebreinigern mit Flammpunkten> 60 °C ist bei Inline-Kammeranlagen im Außenbereich keine Zone mehr vorhanden, da aufgrund der verschlossenen Türen keine Sprühnebel nach außen dringen.
Abb. 12 Inline-Kammeranlage (Flammpunkt> 60 °C)
Bei Inline-Durchlaufanlagen ist aufgrund des ständig offenen Einlaufbereichs infolge eines möglichen Austritts von Sprühnebeln während des Waschvorgangs in seltenen Fällen mit explosionsfähiger Atmosphäre zu rechnen (vergleiche auch EN 12921-3). Wird der Einlaufbereich wirkungsvoll abgesaugt, kann die Ausweisung von Zone 2 um den Einlaufbereich ggf. entfallen, wenn dies in einer gesonderten Gefährdungsbeurteilung nachgewiesen wird.
Abb. 13 Inline-Durchlaufanlage (Flammpunkt> 60 °C)
4.3.3.3 Betrieb
4.3.4 Umweltschutz
5 Sicherheitshinweise für Arbeiten an automatischen Siebwasch- und Entschichtungsanlagen durch den Anwender
5.1 Wartung durch Fachpersonal
Anlagen zur automatischen Reinigung und Entschichtung von Siebdruckformen müssen regelmäßig gewartet werden. Diese Wartungen dürfen nur von Personen mit der geeigneten Fachkunde, d.h. in der Regel nur durch Service-Monteure, von Fachbetrieben durchgeführt werden.
5.2 Regelmäßige Prüfungen
Sind in explosionsgefährdeten Bereichen Einrichtungen oder Anlagen vorhanden, die wiederkehrende Prüfungen erfordern, muss der Betreiber in einer Gefährdungsbeurteilung die Prüffristen ermitteln und festlegen, wer diese Prüfungen durchführt (befähigte Person oder zugelassene Überwachungsstelle). Diese Prüfungen müssen fristgerecht durchgeführt werden, das Ergebnis der Prüfungen ist zu dokumentieren ( Betriebssicherheitsverordnung § 3).
Um die sicherheitsgerechte und optimale Funktionsfähigkeit der Wascheinrichtungen zu gewährleisten, ist darüber hinaus vom Anlagenbetreiber in der Gefährdungsbeurteilung festzulegen und in einer Betriebsanweisung für die Anlage aufzuführen, in welchen Zeiträumen Düsen und Bürsten gereinigt, Pumpenansaugstutzen überprüft und Filter gesäubert oder gewechselt werden müssen.
5.3 Gefahren bei Wartungsarbeiten
Folgende Gefahren können bei diesen Wartungsarbeiten entstehen:
5.4 Grundsätzliche Anforderungen
Unabhängig von der Bauart der Siebwaschanlage sind folgende Sicherheitsvorschriften zu beachten:
unbeabsichtigtes Einschalten von Lösemittelpumpen,
Bewegungen von Siebtransporteinrichtungen oder Düsenbalken,
selbsttätiges Schließen von Kammertüren,
unbeabsichtigtes Abschalten der Raumbe- und -entlüftung.
5.5 Spezielle Maßnahmen
5.5.1 Maßnahmen gegen Explosionsgefahr durch Funkenbildung bei Verwendung von Siebreinigern mit Flammpunkt < 60°C
5.5.2 Maßnahmen gegen Explosionsgefahr durch elektrostatische Entladungen bei Verwendung von Siebreinigern mit Flammpunkt < 60°C
5.5.3 Maßnahmen gegen Gesundheitsschäden durch Einatmen von Dämpfen
5.5.4 Maßnahmen gegen Flüssigkeitsspritzer auf die Haut oder Augen
5.5.5 Maßnahmen gegen Sturz- und Rutschgefahr
| Begriffe und Beschreibung der Arbeitsprozesse und Anlagenmerkmale | Anhang 1 |
1 Beschicken
Das Beschicken einer Siebwaschanlage kann entweder manuell oder über eine Beschickungseinrichtung erfolgen. Automatische Beschickungseinrichtungen unterliegen der EG-Maschinen Richtlinie 2006/42/EG .
2 Siebwaschen
Zum Entfernen der Farbreste werden die Siebrahmen mit einem Siebreiniger gewaschen.
2.1 Typ A1 Reinigungsanlagen (EN 12921-3)
sind Anlagen, in denen bei bestimmungsgemäßer Verwendung keine explosionsfähige Atmosphäre während des Normalbetriebes auftritt, bei denen die Flüssigkeit unter diesen Umständen die Grenztemperatur im Normalbetrieb nicht erreichen kann und bei denen beim Versprühen von Flüssigkeiten keine explosionsfähige Atmosphäre durch Aerosole erzeugt werden kann.
ANMERKUNG: Die Bildung von Aerosolen hängt ab von der Form der Düse, den Produkteigenschaften (Dichte, Viskosität usw.) und dem Druck. Bei Drücken von < 70 kPa ist die Bildung von Aerosolen unwahrscheinlicher.
2.2 Typ A2 Reinigungsanlagen (EN 12921-3)
sind Anlagen, in denen bei bestimmungsgemäßer Verwendung keine explosionsfähige Atmosphäre während des Normalbetriebes auftritt, bei denen die Flüssigkeit unter diesen Umständen die Grenztemperatur im Normalbetrieb nicht erreichen kann und in denen beim Versprühen von Flüssigkeiten keine explosionsfähige Atmosphäre durch Aerosole erzeugt werden kann.
Diese Anlagen sind ausgestattet mit einem Heizsystem, einem Ultraschallschwinger, einer Umwälzpumpe oder anderen Heizquellen, deren Energie ausreicht, um die Reinigungsflüssigkeit bis zur Grenztemperatur zu erwärmen.
ANMERKUNG: Die Bildung von Aerosolen hängt ab von der Form der Düse, den Produkteigenschaften (Dichte, Viskosität usw.) und dem Druck. Bei Drücken von < 70 kPa ist die Bildung von Aerosolen unwahrscheinlicher; dies muss aber für jeden Einzelfall nachgewiesen werden.
2.3 Typ B Reinigungsanlagen (EN 12921-3)
sind Anlagen, in denen eine brennbare Waschflüssigkeit mit einem Sprühdruck von mehr als 70 kPa versprüht wird und in denen die Flüssigkeitstemperatur immer kleiner als oder gleich der Grenztemperatur ist. Unter den Begriff "brennbar" fallen auch Reiniger mit Flammpunkten über 100 °C oder bestimmte wassergemischte Reiniger (s. unter Siebreiniger).
2.4 Siebreiniger
Der Siebreiniger ist in der Regel eine Zubereitung (Gemisch) aus organischen Lösemitteln, zum Teil auch in Verbindung mit Tensiden und Wasser. Eine Explosionsgefahr kann auch noch bei wassergemischten Reinigern bestehen, bei denen kein Flammpunkt feststellbar ist.
2.5 Sprühen
ist ein Versprühen von Waschflüssigkeiten mit einem Sprühdruck von mehr als 70 kPa (0,7 bar).
2.6 Spülen
ist ein Verarbeiten von Waschflüssigkeiten mit einem Sprühdruck von weniger als 70 kPa (0,7 bar).
2.7 Grenztemperatur
ist die Temperatur des Flammpunktes einer Reinigungsflüssigkeit abzüglich einer Sicherheitstoleranz von mindestens 15 K bei organischen Lösemittelgemischen.
2.8 Gefährliche Aufladung von Waschflüssigkeiten
Um gefährliche Aufladung von Waschflüssigkeiten bei stark ladungserzeugenden Prozessen, wie z.B. Versprühen bei Sprühdrücken über 70 kPa (0,7 bar), zu vermeiden, müssen alle Anlagenteile und das Waschgut leitfähig miteinander verbunden und elektrostatisch geerdet sein. Bei Besprühen von im trockenen Zustand nicht leitfähigen Geweben von Siebdruckformen kann das durch die Verwendung eines leitfähigen Siebreinigers (Leitfähigkeit > 10-9 S/m) realisiert werden.
2.9 Tropfen- oder auch Aerosolabscheider
ist eine Einrichtung in einem Lüftungsrohr der Reinigungsanlage zum Verringern der Tröpfchenkonzentration, so dass die abgesaugte Luft nicht mehr explosionsfähig ist.
3 Siebentschichten
Nach dem Drucken wird die Schablone in den meisten Fällen wieder entfernt. Dazu wird nach dem Reinigen mit einer Entschichterlösung die Kopierschicht gelöst und mit Wasser ausgespült.
4 Geisterbild entfernen
Nach dem Entschichten bleiben manchmal Rückstände in den Gewebefäden zurück. Diese Rückstände werden Geisterbild genannt und in einem separaten Arbeitsgang mit speziellen Chemikalien ("Geisterbildentferner") beseitigt.
5 Trocknen
An das Entschichten des Drucksiebes schließt sich ein Trockenprozess an, um das Drucksieb wieder fertig zum Auftragen der nächsten Kopierschicht zu bekommen.
Zoneneinteilung und Gerätegruppen
1 Flammpunkt
Niedrigste Temperatur, bei der sich unter bestimmten genormten Bedingungen aus der Flüssigkeit Dämpfe in solcher Menge entwickeln, dass sie fähig sind, ein entflammbares Dampf-Luft-Gemisch zu bilden (EN 13237:2013).
2 Explosionsfähige Atmosphäre
Gemisch aus Luft und brennbaren Stoffen in Form von Gasen, Dämpfen, Nebeln oder Stäuben unter atmosphärischen Bedingungen, in dem sich der Verbrennungsvorgang nach erfolgter Entzündung auf das gesamte unverbrannte Gemisch überträgt (EN 13237:2013).
3 Zündquelle
Energiequelle, die stark genug ist, um eine explosionsfähige Atmosphäre zu zünden.
4 Zoneneinteilung
Die Zoneneinteilung ist die Aufteilung von Betriebsbereichen in gefährdete Bereiche und nicht gefährdete Bereiche und eine Unterteilung der gefährdeten Bereiche in Zonen:
Zone 0
Bereich, in dem gefährliche explosionsfähige Atmosphäre als Gemisch aus Luft und brennbaren Gasen, Dämpfen oder Nebeln ständig, über lange Zeiträume oder häufig, vorhanden ist.
Zone 1
Bereich, in dem sich bei Normalbetrieb gelegentlich eine gefährliche explosionsfähige Atmosphäre als Gemisch aus Luft und brennbaren Gasen, Dämpfen oder Nebeln bilden kann.
Zone 2
Bereich, in dem bei Normalbetrieb eine gefährliche explosionsfähige Atmosphäre als Gemisch aus Luft und brennbaren Gasen, Dämpfen oder Nebeln normalerweise nicht oder aber nur kurzzeitig auftritt.
Bemerkung: Dies ist gleichbedeutend damit, dass gefährliche explosionsfähige Atmosphäre nur selten und auch nur kurzzeitig auftritt.
5 Gerätekategorien nach 2014/34/EU
Gerätekategorie 1, Gruppe II
Geräte dieser Kategorie sind zur Verwendung in Bereichen bestimmt, in denen eine explosionsfähige Atmosphäre, die aus einem Gemisch von Luft und Gasen, Dämpfen oder Nebeln oder aus Staub/Luft-Gemischen besteht, ständig oder langzeitig oder häufig vorhanden ist.
ANMERKUNG: Geräte der Kategorie 1 sind für die Verwendung in Zone 0 geeignet.
Gerätekategorie 2, Gruppe II
Geräte dieser Kategorie sind zur Verwendung in Bereichen bestimmt, in denen damit zu rechnen ist, dass eine explosionsfähige Atmosphäre aus Gasen, Dämpfen, Nebeln oder Staub/Luft-Gemischen gelegentlich auftritt.
ANMERKUNG: Geräte der Kategorie 2 sind für die Verwendung in Zone 1 geeignet.
Gerätekategorie 3, Gruppe II
Geräte dieser Kategorie sind zur Verwendung in Bereichen bestimmt, in denen nicht damit zu rechnen ist, dass eine explosionsfähige Atmosphäre durch Gase, Dämpfe Nebel oder aufgewirbelten Staub auftritt, aber wenn sie dennoch auftritt, dann aller Wahrscheinlichkeit nach nur selten und während eines kurzen Zeitraums.
ANMERKUNG: Geräte der Kategorie 3 sind für die Verwendung in Zone 2 geeignet.
Einen Überblick über die Zoneneinteilung und die Zuordnung von Geräten (Gerätekategorie nach 2014/34/EU ) für die entsprechenden Zonen ist in der folgenden Tabelle dargestellt.
Bestehen bei der Einteilung in Zonen Zweifel, so sollte sich in dem gesamten explosionsgefährdeten Bereich der Umfang der Schutzmaßnahmen nach der jeweils höchstmöglichen Wahrscheinlichkeit des Auftretens gefährlicher explosionsfähiger Atmosphäre richten. In solchen Fällen empfiehlt sich das Einschalten einer fachkundigen Stelle.
In den Zonen 0 und 1 dürfen nur elektrische Betriebsmittel verwendet werden, für die eine Konformitätsbescheinigung oder Baumusterprüfbescheinigung vorliegt. In Zone 0 jedoch nur solche, die hierfür ausdrücklich zugelassen sind. In der Zone 2 dürfen elektrische Betriebsmittel eingesetzt werden, die den grundlegenden Sicherheitsanforderungen der Richtlinie 2014/34/EU entsprechen und für die eine Konformitätserklärung des Herstellers vorliegt. Selbstverständlich dürfen in Zone 2 auch Betriebsmittel eingesetzt worden, die für die Zone 0 und 1 bescheinigt sind.
Es kann gesagt werden, dass Geräte ihre eigenen potentiellen Zündquellen aufweisen, wenn sie bei bestimmungsgemäßer Verwendung (das schließt auch Funktionsstörungen usw. in einem von der jeweiligen Gerätekategorie abhängigen Umfang mit ein) in einem explosionsgefährdeten Bereich diesen entzünden können, sofern keine konkreten Sicherheitsmaßnahmen eingeleitet werden. Daher müssen die Geräte den geforderten Schutzgrad sicherstellen.
| Definition ( 94/9/EG): Explosionsfähige Atmosphäre ist vorhanden: | Zone | Verwendbare Gerätekategorie | |
| ständig oder langzeitig oder häufig | Zone 0 Zone 20 |
Gase, Dämpfe, Nebel Stäube |
Kategorie 1 G Kategorie 1 D |
| gelegentlich | Zone 1 Zone 21 |
Gase, Dämpfe, Nebel Stäube |
Kategorie 2 G Kategorie 2 D |
| selten oder kurzfristig | Zone 2 Zone 22 |
Gase, Dämpfe, Nebel Stäube |
Kategorie 3 G Kategorie 3 D |
| Abbildungsverzeichnis | Anhang 2 |
Abb. 1 Manueller Siebwaschplatz
Abb. 2 Lüftung im Raum mit manuellem Siebwaschplatz
Abb. 3 Zoneneinteilung an einem manuellen Siebwaschplatz (Draufsicht) bei Verwendung eines Siebreinigers mit Flammpunkt > 40 °C und < 60 °C
Abb. 4 Zoneneinteilung an einem manuellen Siebwaschplatz (Vorderansicht) bei Verwendung eines Siebreinigers mit Flammpunkt > 40 °C und < 60 °C
Abb. 5 Siebwasch- und Entschichtungsanlage in getrennter Kammerbauweise
Abb. 6 Zoneneinteilung bei einer Siebwasch- und Entschichtungsanlage in getrennter Kammerbauweise (Draufsicht)
Abb. 7 Zoneneinteilung bei einer Siebwasch- und Entschichtungsanlage in getrennter Kammerbauweise (Vorderansicht)
Abb. 8 Inline-Durchlaufanlage mit Bürsten
Abb. 9 Inline-Kammeranlage
Abb. 10 Zoneneinteilung Inline-Kammeranlagen
Abb. 11 Zoneneinteilung bei Inline-Durchlaufanlagen
Abb. 12 Inline-Kammeranlage (Flammpunkt> 60°C )
Abb. 13 Inline-Durchlaufanlage (Flammpunkt> 60 °C )
| Richtlinien/Normen/Rechtsgrundlagen | Anhang 3 |
1 Europäische Richtlinien
2 Normen
3 Rechtsgrundlagen
4 Verordnungen
1) ATEX 114 und ATEX 137 sind umgangssprachliche Begriffe. Sie leiten sich aus der französischen Abkürzung für explosionsfähige Atmosphären ab und resultieren aus dem Inkrafttreten der Richtlinien während der französischen Ratspräsidentschaft. Da sie in Fachkreisen aus Vereinfachungsgründen weithin Verwendung finden, werden sie auch in dieser DGUV Information benutzt.
______________
 |
ENDE | |
(Stand: 10.06.2026)
Alle vollständigen Texte in der aktuellen Fassung im Jahresabonnement
Nutzungsgebühr: ab 105.- € netto (Grundlizenz)
(derzeit ca. 7200 Titel s.Übersicht - keine Unterteilung in Fachbereiche)
Die Zugangskennung wird kurzfristig übermittelt
? Fragen ?
Abonnentenzugang/Volltextversion