 Für einen individuellen Ausdruck passen Sie bitte die
Für einen individuellen Ausdruck passen Sie bitte dieEinstellungen in der Druckvorschau Ihres Browsers an. Regelwerk; BGI / DGUV-I

| Für einen individuellen Ausdruck passen Sie bitte die Einstellungen in der Druckvorschau Ihres Browsers an. Regelwerk; BGI / DGUV-I |
|
BGI 551 / DGUV Information 209-008 - Presseneinrichter
Berufsgenossenschaftliche Informationen für Sicherheit und Gesundheit bei der Arbeit (BGI)
(bisherige ZH 1/99)
(Ausgabe 01/2006; 12/2010; 10/2013aufgehoben)
| Redaktioneller Hinweis: Berufsgenossenschaften sind gemäß § 210 SGB VII Behörden; ihre amtlichen Veröffentlichungen nach § 15 SGB VII unterliegen gemäß § 5 Abs. 2 UrhG keinem Urheberrechtsschutz. |
Archiv 12/2010
Vorwort
Die vorliegende BG-Information soll Unternehmen beim sicheren Einrichten und Betreiben von Pressen für die Metallbe- und -verarbeitung unterstützen.
Hierzu werden in dieser Informationsschrift besonders für den Presseneinrichter Hinweise gegeben, um seine Kenntnisse über das sicherheitsgerechte Einrichten und Betreiben von Pressen zu erweitern und zu vertiefen.
Wesentliche Voraussetzungen für eine erfolgreiche Tätigkeit des Einrichters sind, neben seiner qualifizierten Ausbildung, dass die Pressen mit den erforderlichen Schutzeinrichtungen ausgerüstet sind und somit dem derzeitigen Stand der Technik entsprechen.
1. Der Einrichter und seine Aufgaben
Pressen haben in der Umformtechnik eine große Bedeutung erlangt, weil sie ohne großen Aufwand im Rahmen ihrer Baugröße mit beliebigen Werkzeugen ausgerüstet und für unterschiedliche Formgebungsverfahren eingesetzt werden können.
Auch wenn Pressen vorschriftsmäßig gestaltet und alle erforderlichen Schutzeinrichtungen vorhanden sind, hängt es vom Einrichter und der die Presse nach erfolgtem Einrichten freigebenden Kontrollperson ab, ob Pressen nach jeder Änderung des Arbeitsvorganges richtig eingerichtet werden und die Schutzeinrichtungen eingestellt und wirksam sind.
Um ein sicherheitsgerechtes Betreiben von universell verwendbaren Pressen zu erzielen, müssen die Presseneinrichter ein gutes Fachwissen und ein ausgeprägtes Sicherheitsbewusstsein besitzen.
Sie gefährden sich selbst, wenn sie beim Einrichten der Werkzeuge und insbesondere bei Probehüben Schließbewegungen einleiten und dabei die Hände nicht ausreichend geschützt sind, andere, wenn sie keine oder aber unzureichende Schutzeinrichtungen einstellen und die Presse für die Fertigung freigeben.
Seit Jahren werden über die Hälfte der Pressenunfälle, bei denen Personen verletzt werden, durch fehlende oder unzureichende Handschutzmaßnahmen verursacht. Die Mehrzahl dieser Unfälle ereignet sich erfahrungsgemäß beim Einrichten oder der Beseitigung von Störungen (Bild 1-1).
Zuverlässigkeit und sorgfältige Ausbildung der Einrichter tragen entscheidend zur sicherheitsgerechten Durchführung der Einricht- und Einstellarbeiten bei.
Deshalb müssen Einrichter
Personen, die längere Zeit an Pressen tätig waren, bringen gute Voraussetzungen mit, um zum Einrichter ausgebildet zu werden. Wenn sie darüber hinaus auch bereits entsprechende technische Grundkenntnisse, z.B. durch eine berufliche Ausbildung im Metall verarbeitenden Bereich, erworben haben, vereinfacht das die erforderliche Ausbildung.
Es genügt nicht, wenn dem zukünftigen Einrichter die Einstell- und Einrichtarbeiten einige Male gezeigt werden. Der Einrichter muss vielmehr durch erfahrene Fachleute gründlich ausgebildet worden sein. Besonders für Einrichtarbeiten an automatisierten Pressen, mit oft komplexen Steuerungsabläufen, ist diese gründliche Ausbildung zum Eigenschutz der Einrichter von besonderer Bedeutung.
Eine wirkungsvolle Ausbildung umfasst einen theoretischen und einen praktischen, maschinenspezifischen Teil. Für den theoretischen Teil der Ausbildung werden entsprechende Seminare von den Berufsgenossenschaften angeboten (Bild 1-2).
Der praktische, maschinenspezifische Teil der Ausbildung kann in der Regel nur im Betrieb, von entsprechend ausgebildeten Mitarbeitern des Unternehmens oder des Maschinenherstellers durchgeführt werden.
Die Dauer und die notwendigen Inhalte der praktischen, maschinenspezifischen Ausbildung können nicht allgemeingültig festgelegt werden. Sie hängen im Wesentlichen von den betrieblichen Gegebenheiten, der Komplexität der einzurichtenden Pressen und nicht zuletzt vom vorhandenen Fachwissen der auszubildenden Person ab.
Bild 1-1: Pressenunfälle - Verteilung nach Unfallursachen

Bild 1-2: Theoretische Ausbildung von Einrichtern

Bei der praktischen, maschinenbezogenen Ausbildung ist es wichtig,
In der Anfangsphase sollte der Einrichter unter Aufsicht arbeiten, zumindest aber regelmäßig durch den Vorgesetzten oder einen erfahrenen Einrichter kontrolliert werden.
Vom Unternehmer sachgerecht erstellte Betriebsanweisungen geben dem Einrichter Gelegenheit, sich in Zweifelsfällen richtig zu informieren.
Der Einrichter hat insbesondere folgende Aufgaben:
Gemäß den einschlägigen berufsgenossenschaftlichen Vorschriften und Regeln muss die Presse vor der Inbetriebnahme durch eine Kontrollperson überprüft und freigegeben werden (siehe Abschnitt 15). Ist eine für diese Kontrolle geeignete Person im Betrieb nicht vorhanden, kann die Kontrolle entfallen, wenn der Unternehmer einen besonders ausgebildeten Einrichter schriftlich beauftragt, anhand einer vom Unternehmer für die Presse erstellten Prüfliste festzustellen, ob die Schutzmaßnahmen getroffen und wirksam sind.
Der Unternehmer soll diese Beauftragung gegenüber der Berufsgenossenschaft begründen und vor Aufnahme der Arbeiten anzeigen.
Die Beauftragung sollte nur dann erfolgen, wenn die Berufsgenossenschaft einem entsprechenden Antrag stattgegeben hat.
Wird die Überprüfung nach dem Einrichten, wie oben beschrieben, ohne Kontrollperson vom besonders ausgebildeten Einrichter selbst durchgeführt, sollte dieser Vorgang in einem auf die jeweilige Presse bezogenen Kontrollbuch mit Angabe der
schriftlich dokumentiert werden.
2. Einrichten von Werkzeugen
Eine gute und konsequent zu Ende gedachte Arbeitsablaufplanung gibt dem Einrichter vor, welches Werkzeug mit welcher Schutzeinrichtung auf welcher Presse einzurichten ist.
2.1 Allgemeines
Durch mangelhaften Einbau des Werkzeuges in der Presse können Gefahrstellen (Bilder 2-1 und 2-2) entstehen und zu folgenschweren Unfällen führen.
Aus diesem Grund muss der Einrichter von sich aus prüfen,
Durch die Bewegung des Stößels und des am Stößel befestigten Oberwerkzeuges können Quetsch- und Scherstellen entstehen.
Bild 2-1: Quetschstellen am Pressenwerkzeug. Glatte Spannzapfen nur bei kleineren Werkzeugen einsetzen; sonst hinterschnittene Zapfen nach DIN 9859 verwenden

Folgende Bauteile bewegen sich dabei gegeneinander oder aneinander vorbei:
Bei Pressenarbeiten sind während der Schließbewegung des Werkzeuges vor allem die Finger und die Hände, bei Großpressen auch der Oberkörper oder der gesamte Körper gefährdet.
Die Abstände, bei denen für die angegebenen Körperteile Quetschstellen nicht mehr als Gefahrstellen angesehen oder Gefahrstellen nicht erreicht werden können, können aus den Normen DIN EN ISO 13857 und DIN EN 349 entnommen werden.
Die Norm DIN EN ISO 13857 enthält teilweise größere Sicherheitsabstände als die Vorgängernorm DIN 31001 Teil 1. Bei Pressen und Werkzeugen, die bereits vor dem 1. August 1992 in Betrieb waren, gelten die Abstände nach DIN 31001 Teil 1 als ausreichend.
Bild 2-2: Abnehmbarer Spannzapfen am Werkzeug
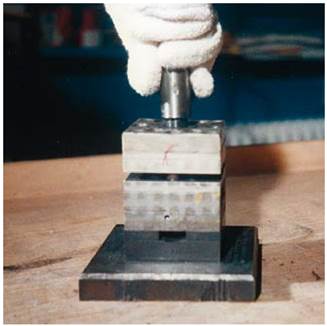
Bild 2-3: Sicherheitsabstände gegen Hinaufreichen nach DIN EN ISO 13857

Die Norm DIN EN ISO 13857 unterscheidet zwischen geringem Risiko, z.B. Gefährdung durch Reibung oder Abrieb, und hohem Risiko, z.B. Gefährdung durch Aufwickeln oder Erfasstwerden. Die Risikobewertung muss die Eintrittswahrscheinlichkeit und die voraussichtliche Schwere einer Verletzung berücksichtigen.
Der Presseneinrichter muss beim Werkzeugeinbau beurteilen,
Wenn das Werkzeug so gestaltet ist, dass beim Einlegen oder Herausnehmen von Werkstücken zwischen Ober- und Unterwerkzeug gegriffen werden kann, wird es als offenes Werkzeug oder auch als Einlegewerkzeug bezeichnet.
Werkzeuge, die durch die Art ihrer Konstruktion so gestaltet oder durch am Werkzeug fest angebrachte zusätzliche Verkleidungen so gesichert sind, dass ein Hineingreifen in Gefahrstellen ausgeschlossen ist, werden als sichere Werkzeuge bezeichnet.
Bei Pressenarbeiten mit einem sicheren Werkzeug ist eine zusätzliche Schutzeinrichtung nicht erforderlich. Bei Verwendung von offenen Werkzeugen (Bild 2-4) besteht die Gefahr von Handverletzungen. Um diese Gefahren abzuwenden, müssen Schutzeinrichtungen an der Presse - z.B. Verkleidungen, Verdeckungen, berührungslos wirkende Schutzeinrichtungen, Zweihandschaltungen - vorhanden sein und benutzt werden.
Um Einbaufehler durch den Presseneinrichter zu vermeiden, ist schon die Gestaltung des Werkzeuges von Bedeutung. Auch müssen dem Einrichter geeignete Hilfsmittel zur Befestigung des Werkzeuges zur Verfügung stehen.
Bild 2-4: Offenes Werkzeug bzw. Einlegewerkzeug - Quetschstelle zwischen Stößelunterfläche und Führungsplatte
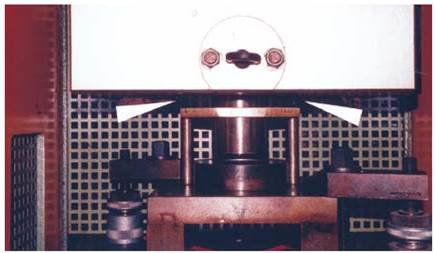
Bild 2-5: Sicherheitsgerecht aufgespanntes Werkzeug

Das Oberwerkzeug muss am Stößel so befestigt werden können, dass es sich bei betriebsmäßigen Beanspruchungen nicht löst.
Das Aufspannen des Unterwerkzeuges auf dem Pressentisch muss sachgemäß durchgeführt werden (Bild 2-5). Dazu sind am Werkzeug möglichst besondere Spannflächen vorzusehen und besondere Spannstücke und -schrauben in ausreichender Anzahl bereitzustellen. Zwischen Spannschrauben oder -muttern und der Stößelunterfläche dürfen keine Quetsch- und Scherstellen vorhanden sein.
Um seitliche Kräfte, die zu Verschiebungen des Werkzeuges und damit zu Unfällen führen können, zu vermeiden, müssen Spanneisen oder Spannstücke waagerecht liegen und Spannschrauben senkrecht stehen.
2.2 Auswahl der geeigneten Presse
Die Arbeitsvorbereitung und der Einrichter müssen die für den Arbeitsgang geeignete Presse aussuchen. Zum Beispiel können durch ständige Überlastung von Pressen erhöhter Verschleiß in den Führungsbahnen und Werkzeugen entstehen und Bruchschäden auftreten. Der Einrichter muss daher die Presskraft der Presse und den Kraftbedarf zur Fertigung des Werkstückes kennen, damit der vorgesehene Arbeitsgang sicher durchgeführt werden kann.
Bei mechanischen Pressen ändert sich z.B. die Presskraft in der Regel in Abhängigkeit vom Hubweg. Bei hydraulischen Pressen hingegen ist die Presskraft unabhängig vom Hub. Die Arbeit des Einrichters wird erleichtert, wenn auf den Werkzeugen die für die Benutzung wichtigen Angaben eingeschlagen oder auf einem typenschild bzw. in den Auftragspapieren angegeben sind, beispielsweise
2.3 Benutzen von Transportmitteln und persönlichen Schutzausrüstungen
Um Unfälle und Gesundheitsschäden durch den Transport von Werkzeugen zu vermeiden, muss der Einrichter die ihm zur Verfügung gestellten Hebezeuge und Transportgeräte benutzen. Dann können die Werkzeuge sicher aus dem Werkzeugregal entnommen, zur Maschine transportiert sowie in die Presse gehoben und eingebaut werden.
Der Einrichter muss die bei seiner Tätigkeit erforderlichen persönlichen Schutzausrüstungen, z.B. Sicherheitsschuhe, Schutzhandschuhe, Schutzhelm, Gehörschutz, benutzen.
Besonders beim Aufenthalt in Lärmbereichen, zu denen Pressenarbeitsplätze in der Regel zählen, treten ohne das Tragen von Gehörschutz schleichend irreparable Schädigungen des Gehörs ein.
3. Richtige Anwendung von Schutzmaßnahmen
Neben dem Einrichten der Werkzeuge für die jeweilige Arbeitsaufgabe ist es die wichtigste Aufgabe des Einrichters, die richtige Schutzmaßnahme auszuwählen und entsprechende Einstellungen an der Presse vorzunehmen, damit diese auch wirksam sind.
Hierbei muss er eventuell vorhandene Verwendungsbeschränkungen, die aufgrund der Ausrüstung der Presse bestehen, berücksichtigen. Wenn erforderlich, müssen die vorhandenen Schutzeinrichtungen korrekt eingestellt und eventuell sogar zusätzliche Schutzeinrichtungen angebaut werden.
Bei der Auswahl der Schutzmaßnahmen muss vom Einrichter auch die Anzahl der an der Presse tätigen Personen berücksichtigt werden. Er hat sicherzustellen, dass für jede an der Presse tätige Person eine zulässige Schutzmaßnahme wirksam ist.
Der Einrichter weiß aufgrund seiner Ausbildung und Erfahrung, welche Schutzmaßnahmen den vorhandenen Werkzeugen zuzuordnen sind und auf welcher Presse sie eingesetzt werden dürfen.
Durch eine Sicht- und Funktionsprüfung des Einrichters sowie die spätere Freigabe durch die vom Unternehmer schriftlich beauftragte Kontrollperson ist festzustellen, ob die getroffene Schutzmaßnahme wirksam ist. Das heißt, ob die Betriebsart, die Betätigungsart und die Schutzeinrichtungen auch unter Berücksichtigung der an der Presse tätigen Anzahl von Personen richtig eingestellt sind, damit die an der Presse arbeitenden Bedienpersonen ohne Verletzungsgefahr arbeiten können.
Das Schutzziel, Verletzungen und insbesondere Handverletzungen durch Einlegearbeiten im Werkzeugbereich zu verhindern, kann nur erreicht werden, wenn sicherheitstechnisch gut ausgerüstete Pressen zur Verfügung stehen.
Sichere Werkzeuge (Bild 3-1) und feststehende trennende Schutzeinrichtungen, die oft auch als feste Verkleidungen bzw. feste Verdeckungen bezeichnet werden, dürfen an allen Pressen, unabhängig von der Bauart und Ausrüstung, als Schutzmaßnahme verwendet werden. Allerdings müssen die Schutzeinrichtungen hinsichtlich Bauform und Abmessungen den Pressen bzw. Werkzeugen angepasst sein, damit sie den Zugang zum Gefahrenbereich von allen Seiten verhindern.
Berührungslos wirkende Schutzeinrichtungen oder Zweihandschaltungen oder frühzeitig öffnende Schutzeinrichtungen dürfen an Pressen nur angebaut und verwendet werden, wenn deren Steuerungen besondere Sicherheitsanforderungen erfüllen.
Diese Steuerungen müssen so aufgebaut sein, dass beim möglichen Auftreten eines Fehlers in der Steuerung, z.B. durch einen Kabelbruch oder den Ausfall eines Steuerungsbauteils, folgende Bedingungen sichergestellt werden:
Die o. g. Bedingungen müssen vom elektrischen, hydraulischen und wenn vorhanden auch vom pneumatischen Teil dieser Pressensteuerungen erfüllt werden.
Mechanisch angetriebene Pressen, an denen diese Schutzmaßnahmen angebaut und verwendet werden sollen, müssen darüber hinaus mit folgenden Einrichtungen ausgerüstet sein:
Bild 3-1: Sicheres Werkzeug durch feste Verkleidung gemäß DIN EN ISO 13857

Bild 3-2: Hinweis auf Verwendungsbeschränkung

Bild 3-3: Bis zur Freigabe durch die Kontrollperson und bei Unregelmäßigkeiten im Arbeitsablauf Pressen stillsetzen und gegen Ingangsetzen sichern

An hydraulisch angetriebenen Pressen muss die Überwachung des Nachlaufweges entweder durch eine automatisch arbeitende Einrichtung nach jedem neuen Einschalten der Steuerung erfolgen oder regelmäßig gemessen werden.
Die durchzuführenden Messungen werden erheblich erleichtert, wenn die Presse mit einem geeigneten Anschluss für das erforderliche Messgerät ausgerüstet ist.
Für steuernde trennende Schutzeinrichtungen, die früher auch als bewegliche Verdeckungen oder bewegliche Abschirmung bezeichnet wurden, bestehen in Abhängigkeit von der jeweiligen Antriebsart der Presse besondere zu erfüllende Anforderungen an deren bauliche Ausrüstung.
An Pressen, für die aufgrund ihrer baulichen Ausrüstung, z.B. der Kupplung, Bremse und Steuerung, eine Verwendungsbeschränkung besteht, müssen die zulässigen Verwendungsmöglichkeiten angegeben sein (Bild 3-2).
Nach dem Einrichten muss sich der Einrichter davon überzeugen, dass die erforderlichen Schutzmaßnahmen entsprechend der vorliegenden Betriebsbedingungen richtig eingestellt und wirksam sind und nicht auf einfache Art und Weise umgangen oder unwirksam gemacht werden können.
Bis zur Freigabe der Presse, die in der Regel durch eine zweite Person, die Kontrollperson, erfolgen muss oder wenn er Mängel an der Presse festgestellt hat, muss der Einrichter die Presse gegen eine Benutzung sichern. Diese Sicherung sollte durch Ausschalten und sichern der Presse am Hauptschalter erfolgen. Entsprechende Schlüssel zur Sicherung müssen abgezogen werden (Bild 3-3).
Der Einrichter ist im Regelfall für die Beseitigung von Mängeln nicht zuständig; der Vorgesetzte ist zu informieren.
4. Sichere Werkzeuge
Sichere Werkzeuge können Verletzungen nur verhindern, wenn in die Gefahrstellen der Werkzeuge aufgrund ihrer konstruktiven Gestaltung nicht hineingegriffen werden kann.
4.1 Allgemeine Hinweise zur Verwendung sicherer Werkzeuge
Um Pressenwerkzeuge als "sichere Werkzeuge" zu gestalten, werden oft feste Verkleidungen eingesetzt. Diese müssen so am Pressenwerkzeug befestigt sein, dass sie nicht ohne Werkzeug entfernt werden können.
Werkzeuge, die konstruktiv so gestaltet sind, dass deren Öffnungen zwischen sich bewegenden Teilen nicht größer als 6 mm sind, gelten ebenfalls als sichere Werkzeuge.
Der Einrichter muss darüber hinaus sicherstellen, dass folgende Punkte eingehalten werden:
Häufig versuchen Bedienpersonen zur Beseitigung von Störungen verklemmte Werkstücke, Abfallmaterial oder Schmutzpartikel mit den Händen aus dem Werkzeug zu entfernen, ohne die Presse durch Betätigen der Schaltsperre (Ausschalteinrichtung) zu sichern. Hierzu werden oft auch Teile der festen Verkleidungen entfernt und für die weiteren Arbeiten nicht wieder angebracht.
Um Verletzungen durch solche "Verhaltensfehler" der Bedienpersonen zu vermeiden, sollten in erster Linie die Ursachen der Störungen nachhaltig beseitigt werden und darüber hinaus nur, wenn das nicht möglich ist, zumindest Hilfsmittel, wie Haken, Pinzetten oder Druckluftpistolen, zur Verfügung gestellt werden.
Beispiele für sichere Werkzeuge sind in den Bildern 4-1 und 4-2 dargestellt.
Bild 4-1: Sicheres Werkzeug durch feste Verkleidungen
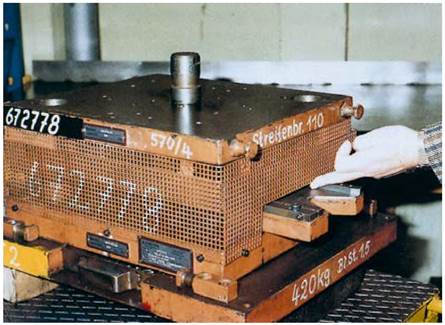
Bild 4-2: Sicheres Werkzeug durch konstruktive Gestaltung
(Zwischenlage aus dauerelastischem PUR-Kunststoff)

4.2 Stanzeinheiten
In der Blechverarbeitung werden häufig standardisierte Werkzeuge verwendet, bei denen Ober- und Unterwerkzeug in einem gemeinsamen Gestell aufgenommen werden und sich das Werkzeug durch Federkraft öffnet. Diese Werkzeuge werden als Stanzeinheiten oder auch Stanzbügel bezeichnet und oft als "sichere Werkzeuge" angesehen.
Eine feste Verbindung mit dem Pressenstößel ist bei diesen Stanzeinheiten meist nicht erforderlich. Es genügt dann, die Stanzeinheiten sicher auf dem Pressentisch aufzuspannen.
Der Einrichter muss beim Einsatz von Stanzeinheiten sicherstellen, dass die Anforderungen an ein sicheres Werkzeug auch tatsächlich erfüllt werden. Andernfalls dürfen Stanzeinheiten nur unter Verwendung von anderen, zusätzlichen Schutzmaßnahmen verwendet werden.
Bei der Montage von Stanzeinheiten als sicheres Werkzeug muss der Einrichter folgende Punkte sicherstellen:
Stanzeinheiten einer Baugröße haben einheitliche Bauhöhen. Aus diesem Grund können auf dem Tisch einer Presse mehrere dieser Werkzeuge gleichzeitig aufgespannt werden. In der Regel werden sie dann so angeordnet, dass an einem Werkstück in einem Arbeitshub gleichzeitig mehrere Arbeitsvorgänge, z.B. Ausklinken oder Stanzen von unterschiedlichen Löchern und Schlitzen, durchgeführt werden.
Bild 4-3: Richtig eingestellte Stanzeinheit: Spalt< 6 mm

Bild 4-4: Stanzeinheit mit Gefahrstelle zwischen Stößel und Werkzeug durch falsche Hubeinstellung

Bild 4-5 und Bild 4-6: Schieberwerkzeug als sicheres Werkzeug. Zuführen und Entnehmen der Werkstücke mit handbetätigter Schiebereinrichtung


4.3 Schieberwerkzeuge
Als Schieberwerkzeuge werden sichere Werkzeuge bezeichnet, bei denen das Werkstück mittels einer Schiebereinrichtung in das Werkzeug eingeführt und auch wieder entnommen wird. Mit dieser Art von Werkzeugen können Werkstücke bearbeitet werden, die aufgrund ihrer Abmessungen sonst nicht in sicheren Werkzeugen bearbeitet werden könnten.
Um einen Stempelbruch und somit Verletzungen durch herausschleudernde Teile zu vermeiden, müssen Schieberwerkzeuge folgende konstruktive Merkmale besitzen:
Alternativ muss
An Schieberwerkzeugen, bei denen die Schiebereinheit kraftbetätigt ist, z.B. durch einen Zylinderantrieb pneumatisch oder hydraulisch verfahren wird, müssen die entstehenden Gefahrstellen werkzeugseitig mit entsprechenden Sensoren, z.B. Schaltleisten, abgesichert sein.
Solche kraftbetätigten Schieberwerkzeuge und Schieberwerkzeuge mit Positionsabfrage wie oben beschrieben, können vom Einrichter nur auf Pressen montiert werden, die über entsprechende Schnittstellen sowohl für die Steuerungssignale als auch für die benötigten Energiemedien verfügen.
5. Feststehende trennende Schutzeinrichtung
Feste Verkleidung; distanzierende trennende Schutzeinrichtung
Bild 5-1: Eine feste trennende Schutzeinrichtung an der Rückseite einer Presse verhindert den Zugriff zu Gefahrstellen

Feststehende trennende Schutzeinrichtungen müssen verhindern, dass Gefahrstellen erreicht werden können.
Hierzu müssen sie so an der Presse bzw. dem Pressenwerkzeug angebracht sein, dass sie sich nicht ohne Werkzeug öffnen bzw. entfernen lassen.
An Pressen und Pressenwerkzeugen werden sie u. a. eingesetzt als feste Verkleidung, die den Zugriff zum Gefahrenbereich von allen Seiten verhindert oder als distanzierende trennende Schutzeinrichtungen (z.B. Umzäunungen), die den Gefahrenbereich zwar nicht vollständig umschließen, die aber aufgrund ihrer Abmessungen und dem Abstand den Zugriff zum Gefahrenbereich verhindern.
Feststehende trennende Schutzeinrichtungen werden an Pressen in der Regel in Kombination mit anderen Schutzeinrichtungen verwendet, da sie nur dort eingesetzt werden sollten, wo ein Zugriff in den Schutzbereich während einer normalen Arbeitsschicht in der Regel nicht erforderlich ist.
Es ist Aufgabe des Einrichters, sicherzustellen, dass die an der Presse erforderlichen festen trennenden Schutzeinrichtungen ordnungsgemäß angeordnet und befestigt sind.
Bei der Gestaltung und Montage von festen trennenden Schutzeinrichtungen muss sichergestellt werden, dass vorhandene Öffnungen in den Schutzeinrichtungen den Anforderungen der DIN EN ISO 13857 entsprechen.
Das gilt nicht nur für die Öffnungen von Füllelementen, die in den Schutzeinrichtungen verwendet werden (Lochbleche, Gitter o. Ä.), sondern auch für Öffnungen, die zum Zu- und Abführen von Werkstücken vorgesehen werden. Die hierzu notwendigen Sicherheitsabstände zwischen trennender Schutzeinrichtung und der Gefahrstelle sind in der Tabelle im Bild 5-3 dargestellt.
Bei distanzierenden trennenden Schutzeinrichtungen sind darüber hinaus auch die Sicherheitsabstände gegen Herumreichen und Hinüberreichen der o. g. Norm zu beachten. Diese Maße sind in den Tabellen der Bilder 5-4 und 5-5 dargestellt.
Bild 5-2: Gefahrstelle durch unvollständig montierte feste trennende Schutzeinrichtung

Bild 5-3: Sicherheitsabstände gegen Hindurchreichen durch Öffnungen nach DIN EN ISO 13857
| Körperteil | Bild | Öffnung2) | Sicherheitsabstand sr | ||||||
| Schlitz | Quadrat | Kreis | |||||||
| Fingerspitze |  |
e< 4 | > 2 | > 2 | > 2 | ||||
| 4 < e< 6 | > 10 | > 5 | > 5 | ||||||
| Finger bis Fingerwurzel oder Hand |  |
6 < e< 8 | > 20 | > 15 | > 5 | ||||
| 8 < e< 10 | > 80 | > 25 | > 20 | ||||||
 |
10 < e< 12 | > 100 | > 80 | > 80 | |||||
| 12 < e< 20 | > 120 | > 120 | > 120 | ||||||
| 20 < e< 30 | > 8501) | > 120 | > 120 | ||||||
| Arm bis Schultergelenk |  |
30 < e< 40 | > 850 | > 200 | > 120 | ||||
| 40 < e< 120 | > 850 | > 850 | > 850 | ||||||
|
|||||||||
Bild 5-4: Sicherheitsabstände gegen Herumreichen nach DIN EN ISO 13857
| Begrenzung der Bewegung | Sicherheitsabstandsr | Bild |
| Begrenzung der Bewegung nur an Schulter und Achselhöhle | > 850 |  |
| Arm bis zum Ellenbogen unterstützt | > 550 |  |
| Arm bis zum Handgelenk unterstützt | > 230 |  |
| Arm und Hand bis zur Fingerwurzel unterstützt | > 130 |  |
| *) Entweder der Durchmesser einer runden oder die Seite einer quadratischen oder die Weite einer schlitzförmigen Öffnung (alle Maße in mm). |
||
Bild 5-5: Sicherheitsabstände gegen Hinüberreichen nach DIN EN ISO 13857
 |
a = Höhe des Gefahrenbereiches b = Höhe der schützenden Konstruktion c = waagerechter Abstand zum Gefahrenbereich Maße in mm Es darf keine Interpolation der Werte in dieser Tabelle erfolgen. Folglich sind, wenn die Werte für a, b oder c zwischen zwei Werten in der Tabelle liegen, die Werte anzuwenden, die das höhere Sicherheitsniveau ergeben. |
| Höhe des Gefahren- bereiches a2) |
Höhe der schützenden Konstruktion b1) | ||||||||||||||||
| 1000 | 1200 | 14003) | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 | |||||||||
| Horizontaler Abstand zum Gefahrenbereich c4) | |||||||||||||||||
| 2500 | - 900 |
- 800 |
- 700 |
- 600 |
- 600 |
- 500 |
- 400 |
- 300 |
- 100 |
||||||||
| 2400 | 100 1100 |
100 1000 |
100 900 |
100 800 |
100 700 |
100 600 |
100 400 |
100 300 |
- 100 |
||||||||
| 2200 | 600 1300 |
600 1200 |
500 1000 |
500 900 |
400 800 |
350 600 |
250 400 |
- 300 |
- - |
||||||||
| 2000 | 1100 1400 |
900 1300 |
700 1100 |
600 900 |
500 800 |
350 600 |
- 400 |
- - |
- - |
||||||||
| 1800 | 1100 1500 |
1000 1400 |
900 1100 |
900 900 |
600 800 |
- 600 |
- - |
- - |
- - |
||||||||
| 1600 | 1300 1500 |
1000 1400 |
900 1100 |
900 900 |
500 800 |
- 500 |
- - |
- - |
- - |
||||||||
| 1400 | 1300 1500 |
1000 1400 |
900 1100 |
800 900 |
100 800 |
- - |
- - |
- - |
- - |
||||||||
| 1200 | 1400 1500 |
1000 1400 |
900 1100 |
500 900 |
- 700 |
- - |
- - |
- - |
- - |
||||||||
| 1000 | 1400 1500 |
1000 1400 |
900 1000 |
300 800 |
- - |
- - |
- - |
- - |
- - |
||||||||
| 800 | 1300 1500 |
900 1300 |
600 900 |
- 600 |
- - |
- - |
- - |
- - |
- - |
||||||||
| 600 | 1200 1400 |
500 1300 |
- 800 |
- - |
- - |
- - |
- - |
- - |
- - |
||||||||
| 400 | 1200 1400 |
300 1200 |
- 400 |
- - |
- - |
- - |
- - |
- - |
- - |
||||||||
| 200 | 1100 1200 |
200 900 |
- - |
- - |
- - |
- - |
- - |
- - |
- - |
||||||||
| 0 | 1100 1100 |
200 500 |
- - |
- - |
- - |
- - |
- - |
- - |
- - |
||||||||
|
|||||||||||||||||
6. Verriegelte trennende Schutzeinrichtung
Klappen, Türen und Tore in trennenden Schutzeinrichtungen
Dort, wo trennende Schutzeinrichtungen häufiger geöffnet werden müssen, um z.B. Einrichtarbeiten durchzuführen oder Störungen zu beseitigen, sind diese oft als Klappen oder Türen ausgeführt, die wegen der einfachen Handhabung auch ohne Werkzeug geöffnet werden können.
Diese ohne Werkzeug zu öffnenden trennenden Schutzeinrichtungen müssen mit den Gefahr bringenden Bewegungen der Presse so verriegelt sein, dass folgende Bedingungen erfüllt werden:
In der Regel werden solche Verriegelungen heute an Pressen durch die Pressensteuerung mithilfe entsprechender Positionsschalter ausgeführt. Durch die Positionsschalter wird erfasst, ob sich die Schutzeinrichtung in Schutzstellung befindet oder nicht.
Die eventuell erforderliche Zuhaltung ist oft als separate Baugruppe angebracht oder in speziellen Positionsschaltern bereits in diesen integriert.
Zur Durchführung von Einlegearbeiten in die ungesicherten Werkzeuge einer Presse dürfen diese Öffnungen in der Regel nicht benutzt werden. Besonders an älteren Pressen werden die hierzu notwendigen Sicherheitsanforderungen durch die Pressensteuerung oft nicht erfüllt.
Bild 6-1: Verriegelte trennende Schutzeinrichtung mit Zuhaltung.
Sicherheitsfunktionen in Öffner-, Schließerkombination; Zuhaltung durch separate Baugruppe

Bild 6-2: Verriegelte trennende Schutzeinrichtung mit Zuhaltung. Verriegelung durch zwei Positionsschalter für Sicherheitsfunktionen, Zuhaltung im schwarzen Positionsschalter integriert

7. Umzäunungen als Kombinationen aus festen und verriegelten trennenden Schutzeinrichtungen
Umzäunungen werden oft zur Sicherung von begehbaren Gefahrenbereichen verwendet, in denen sich Pressen, Transport- und andere Einrichtungen zur Automatisierung mit ungesicherten Gefahrstellen befinden.
Sie werden üblicherweise als Teil der Schutzmaßnahme für im Verbund arbeitende, automatisierte Pressen, z.B. Pressenstraßen, eingesetzt.
In der Regel bestehen solche Umzäunungen aus festen Zaunelementen, die als feststehende trennende Schutzeinrichtung ausgeführt sind (siehe Abschnitt 5) und Türen, die den Zugang für Einricht- und Wartungsarbeiten ermöglichen. Diese Türen müssen als verriegelte trennende Schutzeinrichtung ausgeführt sein (siehe Abschnitt 6).
Während der Einrichtarbeiten muss sich der Einrichter vor dem Ingangsetzen der Presse, z.B. zur Durchführung von Probehüben, davon überzeugen, dass sich niemand innerhalb der Umzäunung befindet. Das Gleiche gilt, wenn bei den Einrichtarbeiten andere Gefahr bringende Bewegungen, z.B. durch Roboter oder andere Automatisierungsgeräte, ausgelöst werden.
Wenn sich während der Einrichtarbeiten eine Person innerhalb der Umzäunung aufhalten muss, müssen für diese Person und diese Arbeiten geeignete Schutzmaßnahmen vorhanden sein und angewendet werden. Hierfür kommen z.B. reduzierte Geschwindigkeiten für die Gefahr bringenden Bewegungen unter Verwendung eines Zustimmungstasters in Betracht.
Es ist Aufgabe des Einrichters, die ordnungsgemäße Funktion der Umzäunung zu überprüfen und sicherzustellen, dass eventuell festgestellte Mängel beseitigt werden, bevor die Presse wieder in Betrieb genommen wird.
Bild 7-1: Umzäunung

Als Abschluss der Einrichtarbeiten müssen sich sowohl Einrichter als auch die Kontrollperson davon überzeugen, dass sich niemand innerhalb der Umzäunung aufhält, bevor sie die Zugänge schließen und diese Kontrolle durch Betätigen der Freigabe- oder Quittiertaste bestätigen.
Durch die Kontrolle auf ordnungsgemäße Funktion der Umzäunung muss der Einrichter u. a. sicherstellen, dass folgende Bedingungen für einen sicheren Betrieb erfüllt sind:
Bild 7-2: Unzulässig - der Quittiertaster kann aus dem Inneren des Gefahrenbereiches betätigt werden

8. Steuernde trennende Schutzeinrichtung
Bewegliche Verdeckung
Steuernde trennende Schutzeinrichtungen wurden in der Vergangenheit auch als bewegliche Verdeckungen bzw. bewegliche Abschirmungen bezeichnet. Hierbei handelt es sich um trennende Schutzeinrichtungen, die ganz oder teilweise geöffnet werden können, um das Einlegen und Entnehmen der Werkstücke in ein auf der Presse montiertes Werkzeug von Hand durchzuführen.
Das Schließen und Öffnen erfolgt hierbei in der Regel kraftbetrieben, z.B. durch einen pneumatischen Antrieb und muss von der Bedienperson mit einem Befehlselement, z.B. einem Fußschalter, ausgelöst werden. Der Pressenhub wird danach durch die Steuerung ausgelöst, sobald die Schutzeinrichtung ordnungsgemäß geschlossen ist.
Die Schutzeinrichtung darf sich erst dann wieder öffnen, wenn alle Gefahr bringenden Bewegungen beendet sind und der Pressenstößel im oberen Totpunkt zum Stillstand gekommen ist.
Damit diese Handeinlegearbeiten von den Bedienpersonen gefahrlos durchgeführt werden können, müssen steuernde trennende Schutzeinrichtungen sicherheitstechnisch besondere bauliche und steuerungstechnische Anforderungen erfüllen. Unter anderem müssen sie so gestaltet sein, dass sie sich bei einem Fehler in der Steuerung nicht öffnen und ein Hineingreifen in die Gefahrstellen von allen Seiten verhindert wird. Um Letzteres sicherzustellen, werden oft zusätzliche feste trennende Schutzeinrichtungen eingesetzt.
Wenn die Schließbewegung kraftbetrieben ausgeführt wird, darf hierdurch keine Verletzungsgefahr an der Schließkante entstehen. Das ist z.B. der Fall, wenn die Schließkraft 150 N nicht überschreitet und die Schließkante mit entsprechenden elastischen Kunststoffleisten geschützt ist.
Wenn systembedingt eine größere Schließkraft erforderlich ist, muss die Schließkante durch zusätzliche Schutzmaßnahmen, z.B. einer geeigneten Schaltleiste, gesichert werden.
Durch die Kontrolle auf ordnungsgemäße Funktion der steuernden trennenden Schutzeinrichtung muss der Einrichter u. a. sicherstellen, dass folgende Bedingungen für einen sicheren Betrieb erfüllt sind:
An älteren Pressen, die von sich aus nicht die Voraussetzungen erfüllten, um Handeinlegearbeiten sicher durchführen zu können, wurden steuernde trennende Schutzeinrichtungen oft nachgerüstet, um dies zu ermöglichen. Das trifft besonders an Pressen zu, deren Baujahr vor 1986 liegt.
Auch diese Schutzeinrichtungen müssen die o. g. besonderen steuerungstechnischen Anforderungen erfüllen. Sie müssen darüber hinaus mit einem typenschild versehen sein, auf dem u. a. der Hersteller und das Baujahr angegeben sind. Für zulässige steuernde trennende Schutzeinrichtungen an diesen Pressen liegt darüber hinaus in der Regel eine Bescheinigung über eine Baumusterprüfung vor.
An Pressen mit Drehkeilkupplung sollten steuernde trennende Schutzeinrichtungen nur noch eingesetzt werden, wenn bei der letzten mindestens jährlich durchzuführenden Prüfung durch eine befähigte Person (Sachkundigen) festgestellt und bestätigt wurde, dass sich das Freilauflager des Schwungrades in einem ordnungsgemäßen Zustand befindet und ein Schaden an diesem Lager bis zur nächsten durchzuführenden Prüfung ausgeschlossen werden kann.
Bild 8-1: Steuernde trennende Schutzeinrichtung in Kombination mit festen trennenden Schutzeinrichtungen

9. Zweihandschaltungen
Die Schutzwirkung von Zweihandschaltungen besteht darin, dass hierdurch die an Pressen tätigen Personen und insbesondere ihre Hände örtlich so gebunden werden, dass sie während Gefahr bringender Bewegungen die Gefahrstellen nicht erreichen können.
Hierzu ist es erforderlich, dass sich Gefahr bringende Bewegungen, wie z.B. der Pressenhub, nur auslösen lassen, wenn beide Betätigungselemente einer Zweihandschaltung gleichzeitig gedrückt und diese Bewegungen unmittelbar unterbrochen werden, sobald auch nur eines der Betätigungselemente losgelassen wird.
Diese Funktion der Zweihandschaltung muss während der gesamten Gefahr bringenden Bewegung wirksam sein. Darüber hinaus müssen Zweihandschaltungen in einem ausreichend großen Abstand zur Gefahrstelle angeordnet und fixiert werden, damit die Gefahr bringenden Bewegungen nach dem Loslassen auch nur eines der Betätigungselemente rechtzeitig stillgesetzt werden, bevor die Gefahrstellen von Bedienpersonen erreicht werden können. Dieser Abstand wird als Sicherheitsabstand bezeichnet.
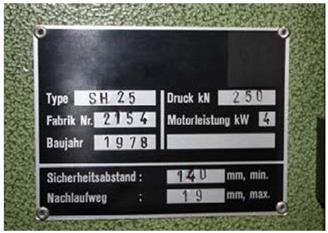
Der für eine Presse einzuhaltende Wert des Sicherheitsabstandes muss an der Presse, z.B. auf dem typenschild, angegeben sein, wenn diese Presse für Handeinlegearbeiten mit der Schutzeinrichtung "Zweihandschaltung" oder "berührungslos wirkende Schutzeinrichtung" (BWS, siehe auch Abschnitt 10) verwendet werden soll. Der Sicherheitsabstand wird von der Mitte der Betätigungselemente einer Zweihandschaltung oder dem Schutzfeld der BWS bis zur nächstgelegenen Gefahrstelle, z.B. im Werkzeugraum, gemessen. Bei der Beurteilung, wo sich diese nächstgelegene Gefahrstelle befindet, sind auch Besonderheiten zu beachten, die u. a. auch durch die eingebauten Werkzeuge entstehen können.
Bild 9-1: typenschild mit Angaben zum Sicherheitsabstand
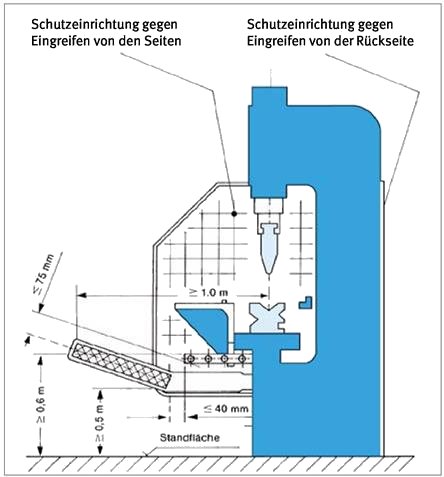
Zweihandschaltungen dürfen nur an hierzu geeigneten Pressen verwendet werden (siehe Abschnitt 3) und dienen nur zur Absicherung der jeweiligen Bedienseite der Presse. Diese Seite der Presse muss vom Ort der Zweihandschaltung von der Bedienperson gut eingesehen werden können. Nur so kann sichergestellt werden, dass keine weitere, nicht befugte Person unzulässigerweise in die Gefahrstelle eingreift, während der Bediener eine Hubbewegung auslöst. Andere Öffnungen, durch die in die Gefahrstellen eingegriffen werden kann, z.B. die Rückseite der Presse, müssen durch zusätzliche Schutzeinrichtungen abgesichert werden.
Um eine ausreichende Schutzwirkung der Zweihandschaltung zu gewährleisten, muss der Einrichter sicherstellen, dass folgende Funktionen und Bedingungen eingehalten werden:
Bild 9-2: Ortsveränderliches Zweihandpult mit Distanzring zur Gewährleistung des Sicherheitsabstandes

10. Berührungslos wirkende Schutzeinrichtungen - BWS
Lichtvorhang bzw. Lichtgitter
Berührungslos wirkende Schutzeinrichtungen an Pressen müssen heute als so genannte "aktive optoelektronische Schutzeinrichtungen" ausgeführt werden.
In der Regel bestehen sie aus einer Sender- und der Empfängereinheit, die in getrennten Gehäusen an der abzusichernden Pressenseite fest montiert sind. Zwischen der Sender- und der Empfängereinheit wird mittels einzelner Lichtstrahlen ein Schutzfeld erzeugt. Der Abstand zwischen den einzelnen Lichtstrahlen wird als Auflösungsvermögen der BWS bezeichnet.
Wird das Schutzfeld unterbrochen, z.B. durch das Eingreifen in die Presse bei laufender Hubbewegung, müssen die Gefahr bringenden Bewegungen der Presse rechtzeitig stillgesetzt werden, bevor die Gefahrstelle von einer Person erreicht werden kann. Hierzu muss die BWS in einem ausreichend großen Abstand von der Gefahrstelle an der Presse montiert sein. Dieser Abstand wird als Sicherheitsabstand bezeichnet.
Der für eine Presse einzuhaltende Wert des Sicherheitsabstandes muss an der Presse, z.B. auf dem typenschild, angegeben sein, wenn diese Presse für Handeinlegearbeiten mit der Schutzeinrichtung "berührungslos wirkende Schutzeinrichtung" oder "Zweihandschaltung" verwendet werden soll. Der Sicherheitsabstand wird vom Schutzfeld der BWS bis zur nächstgelegenen Gefahrstelle im Werkzeugraum gemessen (Zweihandschaltung siehe Abschnitt 9). Bei der Beurteilung, wo sich diese nächstgelegene Gefahrstelle befindet, sind auch Besonderheiten zu beachten, die u. a. durch die eingebauten Werkzeuge entstehen können.
An älteren Pressen sind oft auch noch berührungslos wirkende Schutzeinrichtungen angebracht, bei denen der Sender und der Empfänger in einem Gehäuse angeordnet sind und die Umlenkung der Lichtstrahlen, durch die das Schutzfeld erzeugt wird, durch einen gegenüberliegenden Reflektor erfolgt (BWS nach Fahrstrahlprinzip). Hier sollte im Einzelfall überprüft werden, ob der Einsatz als Schutzeinrichtung an der Presse noch zulässig bzw. sinnvoll ist.
Eine BWS wird an Pressen oft nur zur Absicherung der Bedienseite verwendet. Der Zugang zur Gefahrstelle von den anderen Seiten der Presse muss dann mit zusätzlichen Schutzeinrichtungen, z.B. festen oder verriegelten trennenden Schutzeinrichtungen, verhindert werden.
Pressen, an denen eine BWS als Schutzeinrichtung eingesetzt wird, müssen mit einer Wiederanlaufsperre ausgerüstet sein. Das bedeutet, dass nach einer Unterbrechung des Schutzfeldes der BWS, die während einer Gefahr bringenden Bewegung erfolgte und die Presse stillgesetzt hat, der weitere Betrieb der Presse erst erfolgen kann, nachdem sich die Bedienperson davon überzeugt hat, dass sich keine Person im Gefahrenbereich aufhält und sie diesen Vorgang mittels einer Befehlseinrichtung, z.B. eines Tasters, bestätigt hat.
Bild 10-1: Presse mit BWS und trennenden Schutzeinrichtungen
(Schutzfeld grafisch sichtbar dargestellt)

Bild 10-2: Funktionsprüfung einer BWS mit Prüfstab

Die Befehlseinrichtung hierzu muss so angeordnet sein, dass der Gefahren- und Zutrittsbereich zum Schutzfeld gut eingesehen und sie nicht aus dem Gefahrenbereich heraus betätigt werden kann. Wenn mehrere Seiten einer Presse durch eine BWS abgesichert werden, muss für jedes Schutzfeld eine separate Befehlseinrichtung vorhanden sein.
Berührungslos wirkende Schutzeinrichtungen müssen mit einer Anzeige ausgestattet sein, an welcher der Schaltzustand der Schutzeinrichtung zu erkennen ist. Diese Anzeige besteht in der Regel aus einer roten und grünen LED. Sie dient u. a. der Funktionsprüfung der BWS mit dem zugehörigen Prüfstab. Diese Prüfung sollte nach jedem Einrichtvorgang bzw. dem Einschalten der Presse bei Schichtbeginn durchgeführt werden.
Bei diesen Prüfungen ist besonders darauf zu achten, dass der verwendete Prüfstab zum jeweiligen Auflösungsvermögen der BWS passt (unterschiedliche Durchmesser). Darüber hinaus sind die Prüfvorschriften aus der Bedienungsanleitung des jeweiligen Pressen- bzw. Herstellers der BWS zu beachten.
Bezüglich der Anordnung einer BWS an einer Presse muss besonders darauf geachtet werden, dass ein Aufenthalt von Personen zwischen der BWS und dem Gefahrenbereich (dem Tisch) der Presse nicht möglich ist, ohne dass die BWS ausgelöst wird. Hier spricht man oft auch von der "Hintertretbarkeit" einer BWS. Besteht an einer Presse diese Möglichkeit, müssen zusätzliche Schutzmaßnahmen hiergegen ergriffen werden.
An Pressen, die dem heutigen Stand der Technik entsprechen, werden zur Vermeidung der Hintertretbarkeit in der Regel zusätzliche, horizontal angeordnete BWSen eingesetzt, die den Zwischenraum zwischen der vertikal angeordneten BWS und dem Pressentisch mit zusätzlichen Lichtstrahlen überwachen. Ein Zwischenraum, der durch eine solche Überwachung nicht erfasst wird, darf maximal< 75 mm betragen.
An älteren Pressen sind als "Hintertretsicherungen" oft zusätzliche, mechanische Barrieren angeordnet. Durch diese Barrieren muss die o. g. Anforderung bezüglich der Hintertretbarkeit erfüllt werden. Es ist besonders darauf zu achten, dass sie nach jedem Rüstvorgang wieder fest an der Presse montiert werden müssen, bevor der erste "Probehub" durchgeführt wird.
Bild 10-3: Mechanische Hintertretsicherung an einer Presse
10.1 Zyklusauslösung mit der BWS - Steuern der Hubauslösung mittels BWS
An einigen Pressen werden die Schaltsignale einer BWS neben dem Auslösen der Schutzfunktionen der Presse auch zur Auslösung des Arbeitszyklus, also auch der Hubbewegung der Presse verwendet. Dieser Vorgang wird oft auch als "Steuern mittels BWS" bezeichnet.
Hierbei übernimmt die BWS weiterhin die o. g. Funktionalitäten als Schutzeinrichtung an der Presse, d. h. bei einer Unterbrechung des Schutzfeldes während eines laufenden Pressenhubes oder einer anderen laufenden Gefahr bringenden Bewegung wird die Presse stillgesetzt.
Bild 10-4: Bedingungen zum Steuern der Hubauslösung mittels BWS
Wird das Schutzfeld der BWS im Stillstand im oberen Umkehrpunkt der Hubbewegung (OT) unterbrochen und wieder freigegeben, wird der Arbeitszyklus, also auch die Hubbewegung gestartet. Hierbei kann oft mittels einer Umstelleinrichtung zwischen dem so genannten "1-Takt-Betrieb" (einmaliges Unterbrechen und Wiederfreigeben des Schutzfeldes im OT zur Zyklusauslösung erforderlich) und "2-Takt-Betrieb" (zweimaliges Unterbrechen und Wiederfreigeben des Schutzfeldes im OT zur Zyklusauslösung erforderlich) gewählt werden.
Die Zulässigkeit dieser Funktion ist an besondere, bauliche Bedingungen der Presse geknüpft. Von besonderer Bedeutung ist hierbei, dass das Schutzfeld einer an der Presse vorhandenen BWS nicht auf einfache Weise oder sogar versehentlich in Richtung Werkzeugraum bzw. Pressentisch verlassen werden kann und hierdurch automatisch ein Hub oder andere Gefahr bringende Bewegungen ausgelöst werden.
Diese Anforderung gilt als erfüllt, wenn folgende Bedingungen an der Presse gegeben sind:
An Pressen älteren Baujahrs, die noch nach den Beschaffenheitsanforderungen der Unfallverhütungsvorschriften gebaut worden sind (in der Regel vor Baujahr 1995), sind die oben unter Punkt 3 genannten Anforderungen vereinzelt nicht eingehalten, weil eine entsprechende Regelung in den damals gültigen Vorschriften fehlte.
Für diese Pressen hat das zuständige berufsgenossenschaftliche Gremium aber zwischenzeitlich festgestellt, dass ein weiterer Betrieb dieser Funktion unter diesen Gegebenheiten nicht zulässig und eine entsprechende Umrüstung der Pressen zwingend geboten ist.
10.2 Zusammenfassung wichtiger Bedingungen für die Schutzmaßnahme BWS
Zusammenfassend ist festzustellen, dass der Einrichter die Einhaltung folgender Funktionen und Bedingungen sicherstellen muss, um eine ausreichende Schutzwirkung der BWS zu gewährleisten:
11. Befehlseinrichtung mit selbsttätiger Rückstellung zusammen mit langsamer Schließgeschwindigkeit
Die Schutzwirkung dieser Maßnahme besteht darin, dass jeder an der Presse tätigen und somit gefährdeten Person die Möglichkeit gegeben wird, aufgrund der langsamen Geschwindigkeit der Hubbewegungen rechtzeitig reagieren zu können. Gleichzeitig muss für jede dieser Personen jeweils eine Befehlseinrichtung vorhanden und wirksam sein, mit der diese Person die Gefahr bringenden Bewegungen, auch durch Reflexbewegungen, jederzeit stillsetzen kann.
Die Befehlseinrichtung mit selbsttätiger Rückstellung, die zur Realisierung dieser Schutzmaßnahme an Pressen verwendet wird, muss besondere technische Bedingungen erfüllen. An Pressen, die dem heutigen Stand der Technik entsprechen, sind diese Befehlseinrichtungen in der Regel als Hand- oder Fußschalter mit drei Schaltstellungen ausgeführt, die folgende Funktionen bewirken:
Schaltstellung 1 = Halt
Schaltstellung 2 = Betrieb
Schaltstellung 3 = Halt
An älteren Pressen sind aber auch noch Befehlseinrichtungen mit nur zwei Schaltstellungen vorhanden, die gemäß den geltenden Vorschriften an diesen Pressen auch noch zulässig sind.
In jedem Fall sollte, wenn mehrere Personen gleichzeitig an einer Presse tätig sind, für jede eine entsprechende Befehlseinrichtung vorhanden und wirksam sein. Ausnahmen sollte es hier nur geben, wenn die betreffenden Personen durch eine andere der bereits genannten zulässigen Schutzmaßnahmen vor dem Zugriff in die Gefahrstelle geschützt sind.
Als langsame Schließgeschwindigkeit im Zusammenhang mit dieser Schutzmaßnahme gilt für Pressen in der Regel eine Geschwindigkeit mit einem Wert von< 10 mm/s.
Im Gegensatz zu den in den vorherigen Abschnitten genannten Schutzmaßnahmen beruht die Schutzwirkung dieser Maßnahme im Wesentlichen auf der Aufmerksamkeit und den Reaktionsmöglichkeiten der gefährdeten Personen.
Der ungewollte Zugriff in Gefahrstellen und somit die Möglichkeit, erhebliche Verletzungen zu erleiden, ist hierbei nicht ausgeschlossen. Das vorhandene Restrisiko ist hier also deutlich größer als bei den anderen genannten Schutzmaßnahmen. Aus diesem Grund sollte diese Schutzmaßnahme nur dann zur Anwendung kommen, wenn die auszuführenden Arbeitsgänge nicht mit einer anderen genannten Schutzmaßnahme möglich sind.
12. Gefährdungen und Schutzmaßnahmen an Sonderpressen
Als Sonderpressen werden allgemein Pressen bezeichnet, die für spezielle Arbeitsgänge oder Bearbeitungsverfahren konzipiert wurden.
Diese Pressen werden in der Regel gemäß ihrer bestimmungsgemäßen Verwendung nicht für klassische Umformarbeiten mit offenen, geteilten Werkzeugen (Stempel und Matrize) eingesetzt, sondern beispielsweise zum Richten, Ein- und Auspressen (Fügen) von Bauteilen, Tuschieren und Einarbeiten von Umformwerkzeugen sowie der Kaltverformung im Freiformverfahren von großen Blechen.
Neben den oft als "Richt- oder Werkstattpressen" bezeichneten Sonderpressen zählen hierzu auch die so genannten "Kümpel- und Schiffbaupressen", die im Behälter- bzw. Schiffbau eingesetzt werden. Gesenkbiegepressen, die speziell für die Kaltumformung von Blechen konzipiert sind, werden an dieser Stelle nicht behandelt. Angaben hierzu sind im Abschnitt 14 dieser Broschüre enthalten.
Beim Arbeiten an solchen Sonderpressen muss häufig in die Gefahrstelle zwischen Stempel und Werkstück eingegriffen werden, z.B. um Druckstücke in Position zu bringen. Bei Bearbeitungsverfahren, bei denen der Einsatz solcher Druckstücke nicht notwendig ist, müssen oft die zu bearbeitenden Bauteile geführt werden. Nicht selten sind hierbei die Bauteile nur so groß, dass auch bei der Bearbeitung unter den Stempel gegriffen werden kann. Ein reflexartiges Eingreifen in den Gefahrenbereich kann hier nicht sicher ausgeschlossen werden. Darüber hinaus besteht bei Richt- und Fügearbeiten oft die Gefahr, dass Teile unkontrolliert aus dem Arbeitsraum herausgeschleudert werden.
Bild 12-1: Werkstattpresse - keine bestimmungsgemäße Verwendung

In der Vergangenheit wurde im Zusammenhang mit diesen Sonderpressen oft angeführt, dass hieran aus fertigungstechnischen Gründen keine Schutzmaßnahmen eingesetzt werden können. Diese Formulierung hatte im Kontext dieser Zeit sicher auch ihre Berechtigung, da die an diesen Pressen auszuführenden Arbeitsgänge in der Regel nicht mit den in den Vorschriften dieser Zeit genannten, klassischen Schutzmaßnahmen durchgeführt werden konnten. Die "Befehlseinrichtung mit selbsttätiger Rückstellung zusammen mit langsamer Schließgeschwindigkeit" war technisch noch unausgereift und wurde aus diesem Grund nicht als vollwertige Schutzmaßnahme, sondern nur als Ersatzschutzmaßnahme genannt.
Formulierungen aus alten, nicht mehr aktuellen Vorschriften, nach denen bei der Arbeit an solchen Pressen Verletzungen nicht zu erwarten seien und besonders die daraus entstandene und auch heute noch oft angeführte, freie Interpretation, dass aus diesem Grund an solchen Pressen ohne jegliche Schutzmaßnahme gearbeitet werden darf, war nicht zutreffend und ist aus heutiger Sicht, besonders unter Berücksichtigung des erreichten Standes der Technik, erst recht nicht haltbar.
An ältere Sonderpressen, die noch nach den Bestimmungen der Unfallverhütungsvorschriften ausgeführt wurden, dürfen, wenn die Anwendung der klassischen Schutzmaßnahmen aus fertigungstechnischen Gründen nicht möglich ist, nur mit der Schutzmaßnahme "Befehlseinrichtung mit selbsttätiger Rückstellung zusammen mit langsamer Schließgeschwindigkeit" betrieben werden. Hierbei ist noch eine Befehlseinrichtung mit nur zwei Schaltstellungen zulässig. Als langsame Schließgeschwindigkeit sind an diesen Pressen unter besonderen Bedingungen Geschwindigkeiten von bis zu 50 mm/s zulässig. Bei neuen Sonderpressen, die bereits nach den europäischen Vorschriften ausgeführt wurden, müssen Angaben zur "bestimmungsgemäßen Verwendung" der Presse in der mitgelieferten Dokumentation enthalten sein. Die Befehlseinrichtung sollte bereits mit drei Schaltstellungen (siehe Abschnitt 11) ausgeführt sein. Als langsame Schließgeschwindigkeit sind an diesen Sonderpressen unter besonderen Bedingungen Geschwindigkeiten von bis zu 30 mm/s zulässig.
Beim Einrichten von Sonderpressen sollte der Einrichter sicherstellen, dass folgende Bedingungen erfüllt sind, um einen ausreichenden Schutz bei den Arbeiten an der Presse zu gewährleisten:
13. Hinweise zur sicheren Durchführung von Einrichtvorgängen
Die umfangreichen Tätigkeiten eines Einrichters und die Fülle an Maßnahmen, die er für eine ausreichende Schutzwirkung für die Bedienpersonen, die am Einrichtvorgang beteiligten Personen und letztendlich für sich selbst zu treffen hat, werden nicht selten falsch eingeschätzt bzw. im Unternehmen nicht deutlich genug thematisiert.
Das führt dazu, dass der Einrichtvorgang oft in einer Grauzone von Zuständig- und Verantwortlichkeiten durchgeführt wird, welche die Sicherheit der beteiligten Personen und oft auch das Wohlbefinden des betroffenen Einrichters nicht gerade positiv beeinflussen.
Dieses lässt sich vermeiden, wenn vom Unternehmen Betriebsanweisungen erstellt und durch Unterweisungen bekannt gemacht werden, in denen die Zuständigkeiten, Aufgaben und somit auch die Verantwortlichkeiten für den Betrieb einer Presse unter Einbeziehung des Einrichtvorganges geregelt werden. Das ist besonders für große Pressen und automatisierte Pressenstraßen erforderlich, bei denen der Einrichtvorgang heute in der Regel von mehreren als Team arbeitenden Personen durchgeführt wird.
Im Folgenden werden Hinweise zur sicheren Durchführung von Einrichtvorgängen gegeben und an Beispielen unterschiedlicher Pressenarten dargestellt.
13.1 Hinweise zum sicheren Einrichten am Beispiel einer kleinen mechanischen Presse
Das einfache Beispiel eines Einrichtvorganges an einer kleinen mechanischen Presse, die mit manueller Werkstückhandhabung (Handeinlegearbeiten) betrieben wird, zeigt, dass für einen sicherheitsgerechten Einrichtvorgang viele Schritte erforderlich sind, die im Folgenden dargestellt werden.
Zu jedem Arbeitsschritt werden zwei Angaben gemacht:
Als Beispiel dient das Werkzeug zum Einprägen von Schrift auf einer runden Platine. Es besteht einbaufertig aus einem Führungsgestell, Unterwerkzeug und Oberwerkzeug mit eingelegtem Musterstück aus Aluminium zur Schonung der Prägung. Das Werkzeug ist gekennzeichnet mit:
Die Arbeiten werden auf einer neigbaren Einständer-Exzenterpresse durchgeführt. Die Presse ist mit einer pneumatischmechanisch betätigten Einscheiben-Kupplungs-Brems-Kombination ausgerüstet.
Sie wird in der Betriebsart "Einzelhub" mit der Schutzmaßnahme "Zweihandschaltung" betrieben.
Bild 13-1: Werkzeug zum Prägen von Flaschenöffnern und Untersetzern

Im Übrigen sind folgende Angaben von Bedeutung:
Die erforderlichen persönlichen Schutzausrüstungen bestehen aus Sicherheitsschuhen, Schutzhandschuhen und Gehörschutz.
1. Arbeitsschritt
Tätigkeit: Mit dem Werkzeughubwagen das zum Einbau fertige Werkzeug aus dem Regal holen und an die Presse transportieren.
Hinweis: Tisch des Hubwagens auf Fachhöhe des Lagerregals einstellen, Hubwagen arretieren, benachbarte Werkzeuge im Regal gegen Herabfallen sichern, gewähltes Werkzeug auf den Tisch des Hubwagens ziehen oder schieben.2. Arbeitsschritt
Tätigkeit: Taster "Antrieb aus" drücken und Stillstand des Schwungrades abwarten.
Hinweis: Unerwartete Stößelbewegungen durch irrtümliches Betätigen eines Stellteils sind ausgeschlossen, wenn das Schwungrad stillsteht.3. Arbeitsschritt
Tätigkeit: Betriebsart "Einrichten" und Betätigungsart "Einzelhub-Hand" vorwählen. Antrieb durch Drücken des Tasters "Antrieb ein" anlaufen lassen und den Stößel durch Betätigen der Zweihandschaltung bis kurz vor den unteren Totpunkt fahren. Antrieb ausschalten, Stillstand abwarten.
Hinweis: Bei der Einstellung der Umstelleinrichtung auf die Betriebsart "Einrichten" muss eine Schutzeinrichtung oder andere Sicherungsmaßnahme zwangsläufig wirksam sein (hier: die Zweihandschaltung).4. Arbeitsschritt
Tätigkeit: Stößel von Hand in den unteren Totpunkt drehen.
Hinweis: Nur den dafür vorgesehenen Spezialschlüssel verwenden, um Abrutschen und Handverletzungen zu vermeiden.5. Arbeitsschritt
Tätigkeit: Die erforderliche Einbauhöhe durch Verstellen des Stößels einstellen.
Hinweis: Zum Verstellen des Stößels die dafür vorgesehene Sechskantkurbel benutzen.6. Arbeitsschritt
Tätigkeit: Klemmdeckel entfernen, das Werkzeug auf den Pressentisch schieben bzw. ziehen und bis gegen die Ausnehmung im Stößel für den Spannzapfen einfahren.
Hinweis: Auflagetisch des Hubwagens auf Pressentischhöhe einstellen und Hubwagen arretieren, um ein gefahrloses Herüberschieben des Werkzeuges zu erreichen.7. Arbeitsschritt
Tätigkeit: Klemmdeckel wieder anschrauben und Oberwerkzeug durch Anziehen der Klemmschraube befestigen.
Hinweis: Passenden Ringschlüssel verwenden, um Abrutschen beim Anziehen auszuschließen.8. Arbeitsschritt
Tätigkeit: Unter Berücksichtigung des am Werkzeug angegebenen Hubbereiches mit der Handkurbel den kleinstmöglichen Hub einstellen.
Hinweis: Die richtige Hubeinstellung verhindert das Überschreiten der Presskraft und des Arbeitsvermögens der Presse und damit eine Überlastung.
Den Hub nur im unteren Totpunkt verstellen. Beim Verstellen des Hubes im oberen Totpunkt besteht die Gefahr, dass der Stößel schlagartig absackt, wenn die Klauen von Kuppelring und Exzenterbüchse beim Verstellen nicht im Eingriff sind.9. Arbeitsschritt
Tätigkeit: Durch Drücken des Tasters "Antrieb ein" Stößel in den oberen Totpunkt fahren, bis er durch Ansprechen der OT-Abschaltung stillgesetzt wird. Antrieb ausschalten.
Hinweis: Nur das Ansprechen der OT-Abschaltung gewährleistet einen ordnungsgemäßen Pressenbetrieb.10. Arbeitsschritt
Tätigkeit: Unterwerkzeug mit geeigneten Spannmitteln und -schrauben "leicht" befestigen, damit sich beim Probehub die Führung mit dem Unterwerkzeug selbsttätig richtig einstellen kann. Die Einhaltung des Sicherheitsabstandes durch Nachmessen feststellen.
Hinweis: Spanneisen müssen waagerecht liegen und Spannschrauben müssen senkrecht stehen, damit seitliche Kräfte, die Werkzeugbrüche verursachen können, nicht auftreten. Die Spannmittel dürfen keine Quetsch- und Scherstellen mit Stößel oder Oberwerkzeug bilden. Wenn der an der Presse angegebene zulässige Sicherheitsabstand nicht eingehalten ist, darf das Werkzeug auf dieser Maschine nicht verwendet werden.11. Arbeitsschritt
Tätigkeit: Kontrollhub ohne Werkstückdurchführen.
Hinweis: Bei kleineren Exzenterpressen durchdrehen der Welle von Hand; bei größeren Exzenterpressen und hydraulischen Pressen in der Wahlschalterstellung "Einrichten".
Achtung: Bewegungen mit Motorantrieb nur unter Verwendung von Handschutzeinrichtungen!12. Arbeitsschritt
Tätigkeit: Spannschrauben am Unterwerkzeug nachziehen und Stößelverstellung geringfügig nach oben korrigieren.
Hinweis: Nur so kann vermieden werden, dass die Presse bei Materialtoleranzen blockiert.13. Arbeitsschritt
Tätigkeit: Probehub mit Werkstück unter Verwendung der Schutzeinrichtungen ausführen und Prägeabdruck auf Güte prüfen. Antrieb ausschalten, Stillstand abwarten.
Hinweis: Hierdurch wird festgestellt, ob die Werkzeugschließbewegung bei der Prägearbeit ordnungsgemäß erfolgt. Lose auf dem Pressentisch liegende Teile vor dem Probehub entfernen.14. Arbeitsschritt
Tätigkeit: Unterwerkzeug "endgültig" befestigen.
Hinweis: Es muss sichergestellt sein, dass die Spannschrauben sich beim Betrieb der Presse nicht von selbst lösen.15. Arbeitsschritt
Tätigkeit: Stößel entsprechend dem Prägeabdruck nach unten verstellen und erneuten Probehub mit Werkstück unter Verwendung der Schutzeinrichtungen durchführen.
Hinweis: Erst mit diesem Probehub kann festgestellt werden, ob die Werkzeugschließbewegung richtig abläuft und die Tiefe der Prägung ausreicht.16. Arbeitsschritt
Tätigkeit: Erforderlichenfalls Stößelstellung korrigieren und weitere Probehübe unter Verwendung der Schutzeinrichtungen ausführen, bis Prägeabdruck auf den Werkstücken die erforderliche Qualität aufweist. Anschließend Stößelstellung sichern.
Hinweis: Vor jedem Probehub dürfen nur geringfügige Korrekturen vorgenommen werden, um ein Blockieren der Presse zu vermeiden.17. Arbeitsschritt
Tätigkeit: Den Arbeitsplatz aufräumen.
Hinweis: Lose herumliegende Teile auf dem Pressentisch oder im Arbeits- und Verkehrsbereich sind Gefahrenquellen.18. Arbeitsschritt
Tätigkeit: Durch schriftlich beauftragte Kontrollperson feststellen lassen, dass
- die Werkzeuge eingerichtet,
- die Betriebsart eingestellt und wirksam,
- die Schutzeinrichtungen eingestellt und wirksam,
- eventuelle Sicherungsmaßnahmen getroffen und wirksam sowie
- die Umstelleinrichtungen gegen unbefugtes Betätigen gesichert und die Sicherungen wirksam sind.
Hinweis: Diese Kontrolle stellt sicher, dass sich die Schutzeinrichtung im arbeitssicheren Zustand befindet und richtig angeordnet ist und keine neuen Gefahrstellen gebildet wurden. Das Sichern der Umstelleinrichtungen gegen unbeabsichtigtes Betätigen erfolgt durch Abziehen des/der Schaltschlüssel(s). Dadurch wird ein Unwirksammachen eingestellter Schutzeinrichtungen durch die Bedienperson oder Dritte verhindert.
19. Arbeitsschritt
Tätigkeit: Die Bedienperson in die Pressenarbeit einweisen und danach die Presse für die Fertigung freigeben.
Hinweis: Die Bedienperson muss davon überzeugt werden, dass sie - um sich und andere Personen vor Unfällen zu schützen - die Werkstücke richtig einlegen, bei Unregelmäßigkeiten die Presse stillsetzen und Störungen unverzüglich dem Vorgesetzten melden muss.
13.2 Hinweise zum sicheren Einrichten und Betrieb am Beispiel einer automatisierten, größeren Presse
Aus Gründen der Produktivität sind große Pressen (so genannte Großpressen, Transferpressen und Pressenstraßen) heute in der Regel mit vielfältigen Einrichtungen zur Automatisierung der zum Betrieb notwendigen Arbeitsschritte ausgerüstet.
In der Regel wird an solchen Pressen die Handhabung der Werkstücke nicht mehr von Hand, sondern durch Automatisierungseinrichtungen durchgeführt. An solchen Fertigungsanlagen wird in der Regel vom Coil oder mit automatisierter Zuführung und Handhabung von Platinen mittels Vakuumsaugertraversen im Fertigungsprozess gearbeitet.
Als Schutzmaßnahme während des automatisiert ablaufenden Fertigungsprozesses werden an solchen Pressen in der Regel feste trennende und verriegelte trennende Schutzeinrichtungen, z.B. in der Form von Hubtoren, eingesetzt, die auch für die an diesen Arbeitsplätzen erforderliche Lärmminderung einen erheblichen Beitrag leisten.
Oft werden derartige Großpressen und auch Pressenstraßen aus Gründen der erforderlichen Flexibilität der Fertigungsanlagen so konzipiert, dass in Notfällen auch eine "Handbeschickung" möglich ist. In solchen Fällen sind die entsprechenden Anforderungen speziell an die Steuerung (sichere Steuerung, Bremse und Kupplung) der Pressenanlage zu erfüllen.
Bild 13-2: Mitarbeiter eines Einricht-Teams bei der Arbeit an einer Großpresse

Auch für den Einrichtvorgang sind an solchen Pressen oft zwangsläufig wirksame Schutzmaßnahmen gegen die Gefährdung durch die Stößelbewegung vorhanden. In der Regel wird hierzu eine Zweihandschaltung als Befehlseinrichtung eingesetzt, mittels der die Stößelbewegung im Tippbetrieb mit entsprechend langsamer Schließgeschwindigkeit ausgelöst werden kann.
Für den Einrichtvorgang sind an diesen Pressen oft auch Automatisierungseinrichtungen in der Form von verfahrbaren Pressentischen vorhanden, auf denen die als nächstes benötigten Umformwerkzeuge bereits während des noch laufenden Fertigungsprozesses, außerhalb der Presse, vorgerüstet werden. Durch diese und andere Funktionen zur Automatisierung entstehen aber oft gerade beim Einrichtvorgang zusätzliche Gefahren, gegen die geeignete Schutzmaßnahmen ergriffen werden müssen.
Bei der Automatisierung des Einrichtvorganges unterscheidet man zwischen
Für beide Formen des automatisierten Einrichtens gilt Folgendes:
Bild 13-3: Großpresse mit verfahrbarem Pressentisch - Absicherung gegen Zutritt während der Verfahrbewegung durch eine BWS

Beim Einrichten von Großpressen sollte der Einrichter sicherstellen, dass folgende Bedingungen erfüllt sind, um einen ausreichenden Schutz bei den Arbeiten an der Presse zu gewährleisten:
Diese alte, aber auch bewährte Regel sollte gerade auch an automatisierten Großpressen stets beachtet werden, da vor allem an solchen Pressen immer wieder folgenschwere Unfälle verursacht werden, indem durch die versehentliche Betätigung von Befehlseinrichtungen oder auch im Werkzeugraum angeordneter Sensoren zur Werkstücküberwachung bei der Störungsbeseitigung Hubbewegungen ausgelöst werden.
14. Gesenkbiegepressen
Gesenkbiegepressen werden oft auch noch als "Abkantpressen" bezeichnet. Bei diesen Pressen handelt es sich um Sonderbauformen, die speziell für die Verwendung langer, schmaler Umformwerkzeuge konzipiert wurden, wie sie zur Biegeumformung von Blechen benötigt werden.
Gesenkbiegepressen werden nach dem heutigen Stand der Technik überwiegend als hydraulisch angetriebene Pressen ausgeführt. Die Technik der direkt oder indirekt elektromotorisch angetriebenen Pressen (Servopressen) gewinnt bei dieser Pressenart aber auch zunehmend an Bedeutung. Das gilt zurzeit besonders für kleinere Baugrößen dieser Pressenart.
In den Unternehmen sind teilweise aber auch Gesenkbiegepressen vorhanden, die mit einem mechanischen Antrieb (Kurbelantrieb) ausgerüstet sind. Hierbei handelt es sich in der Regel um ältere Gesenkbiegepressen, deren Eignung und somit die weitere Zulässigkeit der Verwendung dieser Maschinen unter Sicherheitsaspekten besonders geprüft werden sollte.
Die mittels Gesenkbiegepressen hergestellten Bauteile umfassen ein großes Spektrum. Dieses Bauteilspektrum reicht von kleinen Bauteilen aus Feinblechen bis hin zu mehr als 10 m langen Bauteilen, die teilweise auch aus Grobblechen hergestellt werden. Entsprechend unterschiedlich sind die Bauformen, Baugrößen und der Grad der Automatisierung von Gesenkbiegepressen, die in den Unternehmen verwendet werden.
Bild 14-1: Kleine Gesenkbiegepresse für die manuelle Handhabung der Werkstücke

Bild 14-2: Automatisierte Gesenkbiegepresse

Das in den Unternehmen eingesetzte Spektrum von Gesenkbiegepressen reicht von kleinen, mit Biegelängen von weniger als einem Meter, an denen die Handhabung der Werkstücke und auch die Einstellung der erforderlichen Maschinenparameter überwiegend manuell erfolgen, bis hin zu großen, vollautomatisierten Gesenkbiegepressen, bei denen neben den erforderlichen Einstellungen der Hinteranschläge auch der Werkzeugwechsel und die Werkstückhandhabung programmgesteuert, automatisiert, z.B. durch Roboter, erfolgt.
Bild 14-3: Ältere Gesenkbiegepresse ohne ausreichende Schutzmaßnahmen

An diesen vollautomatisierten Gesenkbiegepressen sind als Schutzmaßnahme in der Regel Umzäunungen eingesetzt, durch welche auch die durch Automatisierungseinrichtungen vorhandenen Gefahrstellen abgesichert sein müssen.
Neben den o. g. Gesenkbiegepressen, die mit den Vorschriften entsprechender, sicherer Technik ausgerüstet sind, werden in Unternehmen aber nicht selten auch noch ältere Gesenkbiegepressen angetroffen, die über nicht ausreichende Schutzmaßnahmen und keine ausreichend sichere Technik verfügen.
In den folgenden Abschnitten werden hauptsächlich Gesenkbiegepressen betrachtet, welche für die manuelle Handhabung der Werkstücke verwendet werden.
Bild 14-4: Gefahrstellen an Gesenkbiegepressen

14.1 Gefährdungen und Schutzmaßnahmen an Gesenkbiegepressen
Beim Arbeiten an Gesenkbiegepressen bestehen vielfältige Gefährdungen, durch die Personen verletzt werden können. Das größte Risiko besteht hier in der Regel aber für die Bedienpersonen, die durch Gefahr bringende Bewegungen des Arbeitsprozesses u. a. schwerste Handverletzungen erleiden können.
Die signifikantesten Gefahrstellen, die während des Bearbeitungsvorganges an Gesenkbiegepressen entstehen können und mögliche Schutzmaßnahmen sind im Folgenden dargestellt.
Bild 14-5a: Geeignete Werkstückauflage

Bild 14-5b: Weniger geeignete Werkstückauflage

Bild 14-6: Absicherung gegen Eingriff von den Seiten mit verriegelten trennenden Schutzeinrichtungen

Aufgrund der Abmessungen und der Stabilität der zu fertigenden Werkstücke ist es oft üblich und erforderlich, dass zur Handhabung der Werkstücke mehrere Personen gleichzeitig an der Gesenkbiegepresse arbeiten. Diese Arbeitsweise wird auch als "Mehrpersonenbedienung" bezeichnet.
Die o. g. Gefährdungen bestehen für alle am Bearbeitungsprozess an einer Gesenkbiegepresse beteiligten Personen. Das Arbeiten an Gesenkbiegepressen ist deshalb auch nur zulässig, wenn für jede dieser Personen jeweils eine gleichwertige, zulässige Schutzmaßnahme vorhanden und wirksam ist.
In den oben stehenden Absätzen wurde aufgezeigt, dass ein wesentlicher Bestandteil der erforderlichen Schutzmaßnahmen darin besteht, dass die Bedienpersonen jederzeit die Möglichkeit haben, die Gefahr bringenden Bewegungen der Gesenkbiegepresse unmittelbar und direkt stoppen zu können. Hierzu ist es erforderlich, dass für jede am Bearbeitungsprozess an der Gesenkbiegepresse beteiligte Person eine entsprechende Befehlseinrichtung vorhanden ist. An Gesenkbiegepressen ist diese Befehlseinrichtung in der Regel der Fußschalter.
Leider gehört aber selbst bei neuen, großen Gesenkbiegepressen, mit einer möglichen Biegelänge von 3 m und mehr, bei denen eine Mehrpersonenbedienung wahrscheinlich und vorhersehbar ist, ein zweiter Fußschalter und selbst die Möglichkeit, einen solchen kostengünstig und unkompliziert an der Maschine anzuschließen, in der Regel nicht zur Serienausstattung. Zuletzt bleibt festzustellen, dass eine wesentliche Voraussetzung zur Vermeidung von Gefährdungen bzw. zur Risikominimierung beim Biegeprozess "Biegefolge und Bearbeitungsparameter" sind, die auch unter Sicherheitsaspekten ermittelt und festgelegt wurden.
Der erste Vorschlag hierzu, der an modernen Gesenkbiegepressen oft von der Steuerung abgefragt werden kann, ist da nicht immer automatisch auch sicherheitstechnisch die erste Wahl. Hier ist der Erfahrungsschatz von qualifizierten Einrichtern gefordert.
14.2 Schutzmaßnahmen gegen Gefährdungen an der Bedienseite
Von zentraler Bedeutung gegen Gefährdungen an der Bedienseite von Gesenkbiegepressen ist die Schutzmaßnahme "Befehlseinrichtung mit selbsttätiger Rückstellung zusammen mit langsamer Schließgeschwindigkeit". Die Funktionsweise dieser Schutzmaßnahme wurde bereits im Abschnitt 11 dieser Broschüre beschrieben. Ohne diese Schutzmaßnahme wäre die geforderte Flexibilität bei den Arbeiten an Gesenkbiegepressen mit dem geforderten Mindestmaß an Schutzwirkung beim derzeitigen Stand der Technik wohl nicht wirtschaftlich zu realisieren. Sie ist in der Regel an handbeschickten Gesenkbiegepressen die einzige wirksame Schutzmaßnahme gegen Gefährdungen durch die Schwenkbewegungen der Werkstücke.
Das erforderliche Mindestmaß an Schutzwirkung an Gesenkbiegepressen wird aber nur gewährleistet, wenn diese Schutzmaßnahme mit weiteren, zwangsläufig wirksamen technischen Schutzmaßnahmen kombiniert wird, durch welche die Bedienpersonen gegen die Gefährdungen durch die Schließbewegung der Werkzeuge mit Eilganggeschwindigkeit (> 10 mm/s) geschützt werden.
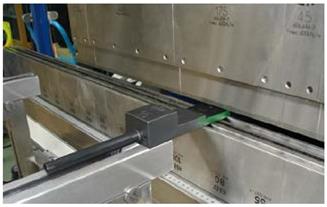
Bild 14-7: Gesenkbiegepresse mit Schutzeinrichtung "mitfahrende BWS"

In der Vergangenheit wurden hierzu die Schutzeinrichtungen "berührungslos wirkende Schutzeinrichtungen (BWS)" und "Zweihandschaltung" eingesetzt, die in den Abschnitten 9 und 10 dieser Broschüre beschrieben werden. Zweihandschaltungen sind an Gesenkbiegepressen spätestens ab Baujahr 08/2002 allerdings nicht mehr als alleinig wirkende Schutzmaßnahme zulässig.
In den letzten Jahren wurden hierfür als Schutzsystem zunehmend spezielle, für Gesenkbiegepressen entwickelte, berührungslos wirkende Schutzeinrichtungen eingesetzt, die an der Oberwange der Gesenkbiegepressen befestigt sind und sich zusammen mit dem Stempel bewegen. Diese Schutzeinrichtungen werden auch als "mitfahrende BWS" bezeichnet.
Diese und weitere hierfür besonders an Gesenkbiegepressen anzuwendende Schutzmaßnahmen werden im Folgenden beschrieben.
Mitfahrende BWS
(berührungslos wirkende Schutzeinrichtung)
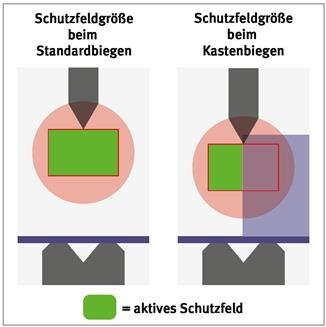
Die Schutzwirkung dieser Systeme beruht darauf, dass während der im Eilgang ablaufenden Schließbewegung direkt unterhalb des Biegestempels ein Schutzfeld ausreichender Größe vorhanden ist. Beim Eingreifen in dieses Schutzfeld wird die Schließbewegung zwangsläufig gestoppt. Durch die Anordnung des Schutzfeldes direkt an der Gefahrstelle und die Möglichkeit, dieses Schutzfeld zum Biegen von Kästen entsprechend verkleinern zu können, ist auch für Schließbewegungen mit Eilganggeschwindigkeit ein hohes Maß an Flexibilität und Sicherheit bei den Arbeiten gegeben.
Bild 14-8: Schutzfeldanordnung und -größe bei einer "mitfahrenden BWS"
Die bei diesen Schutzsystemen vorhandenen Verwendungsbeschränkungen und Restgefährdungen müssen Einrichtern und Bedienern aber bekannt sein und immer wieder bewusst gemacht werden.
Den Einrichtern und Bedienern sollte Folgendes bekannt sein:
Feststehende berührungslos wirkende Schutzeinrichtungen (BWS) - Lichtvorhang
Der grundsätzliche Aufbau und die Funktionsweise einer feststehenden BWS wurden bereits im Abschnitt 10 dargestellt.
Für die Anwendung einer feststehenden BWS als Schutzmaßnahme an der Bedienseite einer Gesenkbiegepresse gelten die gleichen, allgemeinen Anforderungen. Einzelne Maße, welche z.B. die Anordnung des Schutzfeldes und das zulässige Auflösungsvermögen betreffen, können aber gemäß den jeweils geltenden Vorschriften abweichend geregelt sein.
So ist an Gesenkbiegepressen z.B. zu beachten, dass der für eine vertikal (senkrecht) angeordnete BWS erforderliche Sicherheitsabstand, der zwischen dem Schutzfeld der BWS und der Biegelinie (Ebene der Stempelspitze) gemessen wird, unabhängig von eventuell zur Berechnung anzuwendender Berechnungsformeln, grundsätzlich nicht kleiner als 100 mm sein darf.
Bild 14-9: Für solche Sonderwerkzeuge ist eine "mitlaufende BWS" in der Regel nicht geeignet

Bild 14-10: Mitfahrende BWS - erforderliche Prüfung nach dem Einschalten der Gesenkbiegepresse, dem Einrichten und Werkzeugwechsel
Prüfung Bremsweg
Prüfung Abstand zum Stempel

Neben der im o. g. Abschnitt beschriebenen vertikal angeordneten BWS ist an Gesenkbiegepressen auch eine horizontal (waagerecht) angeordnete BWS als Schutzmaßnahme zulässig. Diese wurde in der Vergangenheit auch als "distanzierende berührungslos wirkende Schutzeinrichtung" bezeichnet.
Die Schutzwirkung dieser Maßnahme besteht darin, dass durch das horizontal angeordnete Schutzfeld der BWS der Aufenthalt und der Zutritt von Personen zum Gefahrenbereich während der Gefahr bringenden Schließbewegung im Eilgang (> 10 mm/s) verhindert wird. Die Anwendbarkeit dieser Schutzmaßnahme ist in der Regel aber auf die Bearbeitung von großen Bauteilen beschränkt.
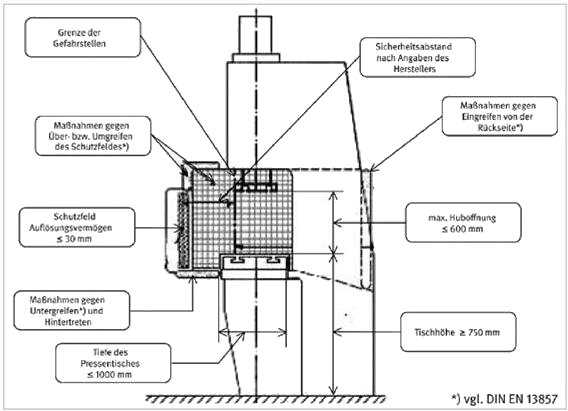
Bild 14-11: Anordnung einer horizontalen BWS nach DIN EN 12622
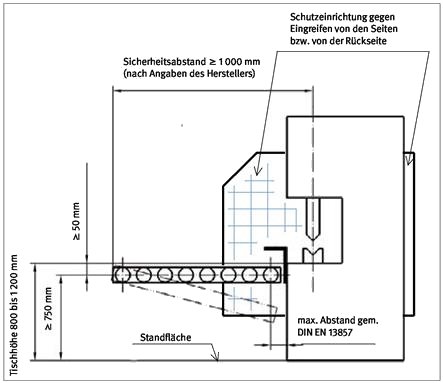
Bild 14-12: Anordnung einer horizontalen BWS nach ZH 1/387 (distanzierende berührungslos wirkende Schutzeinrichtung)
Die zulässige Anordnung einer BWS zur Realisierung dieser Schutzmaßnahme ist im Bild 14-11 dargestellt. An älteren Gesenkbiegepressen ist die Anordnung der BWS auch noch wie im Bild 14-12 dargestellt zulässig.
Bild 14-13: Arbeiten an einer älteren Gesenkbiegepresse (Baujahr vor 08/2002) mit Kombinationsschaltung "Zweihand-Fuß"

Zweihandschaltungen an Gesenkbiegepressen
Die Funktionsweise von Zweihandschaltungen und die bei ihrer Anwendung zu beachtenden Punkte wurden bereits im Abschnitt 9 dargestellt.
Für die Anwendung an Gesenkbiegepressen ist darüber hinaus besonders zu beachten, dass Zweihandschaltungen an Gesenkbiegepressen ab dem Baujahr 08/2002 als allein wirkende Schutzmaßnahme nicht mehr zulässig sind.
An diesen Gesenkbiegepressen dürfen Zweihandschaltungen nur noch als Befehlseinrichtung mit selbsttätiger Rückstellung, zusammen mit langsamer Schließgeschwindigkeit (< 10 mm/s) eingesetzt werden.
An Gesenkbiegepressen, die vor August 2002 in Verkehr gebracht wurden, dürfen Zweihandschaltungen im Rahmen des Bestandsschutzes weiterhin als Schutzmaßnahme zur Absicherung der Schließbewegung im Eilgang (> 10 mm/s) eingesetzt werden. An diesen Gesenkbiegepressen werden Zweihandschaltungen in der Regel in Kombination mit einem Fußschalter zusammen mit langsamer Schließgeschwindigkeit eingesetzt, damit die Werkstücke, wenn erforderlich, beim Biegevorgang mit den Händen geführt werden können. Diese Kombination von Schutzmaßnahmen wurde in der Vergangenheit auch als "Kombinationsschaltung" oder "Zweihand-Fuß" bezeichnet. Zur beachten ist hierbei selbstverständlich, dass bei einer Mehrpersonenbedienung für jede Person ein Zweihand-Fuß-Pult vorhanden und wirksam sein muss.
Kombination von Schutzmaßnahmen (Kombinationsschaltung, automatisch wechselnde Schutzmaßnahmen)
An Gesenkbiegepressen wird zur Absicherung der Gefahren an der Bedienseite oft eine Kombination zweier Schutzmaßnahmen eingesetzt. In der Vergangenheit wurde dies auch als "Kombinationsschaltung", "Zweihand-Fuß" bzw. "BWS-Fuß" bezeichnet. Bei diesen Kombinationsschaltungen wird die Schutzmaßnahme "feststehende BWS" und an älteren Gesenkbiegepressen auch die Schutzmaßnahme "Zweihandschaltung" mit der Schutzmaßnahme "Befehlseinrichtung mit selbsttätiger Rückstellung zusammen mit einer langsamen Schließgeschwindigkeit" kombiniert.
Bild 14-14: Kombination von Schutzmaßnahmen

Der Fußschalter wird hierbei als Befehlseinrichtung mit selbsttätiger Rückstellung verwendet. Als langsame Schließgeschwindigkeit wird an älteren Gesenkbiegepressen die Biegegeschwindigkeit verwendet, die in der Regel< 10 mm/s beträgt (siehe auch Abschnitt 11).
Bei dieser Vorgehensweise werden die an der Gesenkbiegepresse arbeitenden Personen während der Schließbewegung im Eilgang durch eine zwangsläufig wirkende Schutzmaßnahme vor den Gefahren durch die Schließbewegung der Werkzeuge geschützt und können während des Biegevorganges rechtzeitig reagieren und die Gefahr bringenden Bewegungen unmittelbar stillsetzen, wenn es einmal "brenzlig" wird.
Der Vorteil dieser Kombination besteht darin, dass die Werkstücke, wenn es erforderlich ist, beim Biegevorgang geführt werden können. Ohne diese Kombinationsschaltung wäre eine Bearbeitung großer Werkstücke an Gesenkbiegepressen besonders in Zeiten der Zweihandschaltung und feststehenden BWS nicht sicher möglich gewesen.
Bild 14-15: Hubbegrenzung von älteren Gesenkbiegepressen

Diese Kombination von Schutzmaßnahmen ist auch zulässig, wenn eine mitfahrende BWS als Schutzmaßnahme für die Schließbewegung im Eilgang verwendet wird.
An modernen CNC-gesteuerten Gesenkbiegepressen wird der Wechsel zwischen den Schutzmaßnahmen auch bei der Verwendung eines Fußschalters oft automatisch durch die Steuerung ausgelöst. Das Schutzfeld der mitfahrenden BWS wird dann automatisch abgeschaltet. Die Schließgeschwindigkeit wird dann zwar auch automatisch auf< 10 mm/s reduziert, dem Bediener der Gesenkbiegepresse ist aber oft nicht bewusst, dass nun keine zwangsläufig wirkende Schutzmaßnahme mehr wirksam ist, welche die Schließbewegung stillsetzt, wenn er in den Gefahrenbereich eingreift.
Über diese Restgefährdung müssen die Bediener informiert und durch regelmäßige Unterweisungen erinnert werden.
Natürlich gilt auch hier bei einer Mehrpersonenbedienung, dass für jede an der Presse tätige Person auch ein Fußschalter vorhanden und wirksam sein muss. Die Schutzmaßnahme während der letzten Millimeter der Schließbewegung, spätestens nach dem Aufsetzen des Biegestempels auf dem Werkstück, ist ja schließlich die "Befehlseinrichtung mit selbsttätiger Rückstellung zusammen mit einer langsamen Schließgeschwindigkeit".
Zulässige Ersatzschutzmaßnahmen für ältere Gesenkbiegepressen (Hubbegrenzung, ortsbindende Befehlseinrichtung)
An älteren Gesenkbiegepressen, die noch nicht nach den Vorgaben der EG-Maschinenrichtlinie gebaut werden mussten, sind aufgrund der gesetzlichen Vorgaben zum Bestandsschutz dieser Maschinen auch noch die im Folgenden beschriebenen Ersatzschutzmaßnahmen zur Absicherung der Gefahrstelle an der Bedienseite zulässig.
a) Hubbegrenzung
Bei der Ersatzschutzmaßnahme "Hubbegrenzung" muss die maximale Öffnungsweite zwischen Biegestempel und Biegematrize auf< 6 mm begrenzt sein (siehe Bild 14-15).
An Gesenkbiegepressen, die bereits vor dem 01.01.1995 in Betrieb waren, an denen diese Ersatzschutzmaßnahme fest installiert ist und die maximale Öffnungsweite nur durch eine bauliche Änderung zu verändern ist, darf das Maß für die maximale Öffnungsweite< 8 mm betragen.
Für diese Ersatzschutzmaßnahme gilt wie für Schutzmaßnahmen und -einrichtungen allgemein, dass ein Umgehen dieser Schutzmaßnahme nicht auf einfache Weise möglich sein darf. Das bedeutet, dass sich in beiden Fällen das Maß für die maximale Öffnungsweite nicht auf einfache Art und Weise unzulässig vergrößern lassen darf. Verstelleinrichtungen hierfür sollten also gegen unbefugtes Betätigen gesichert sein. Die Einsatzmöglichkeiten dieser Ersatzschutzmaßnahme sind in der Praxis sehr begrenzt, da das bearbeitete Werkstück in den meisten Fällen nur seitlich aus dem Werkzeug wieder herausgenommen werden kann. Bei der Verwendung von einteiligen Biegestempeln ist das oft wegen der Bauform der Gesenkbiegepresse nicht möglich. Hier ist häufig das Pressengestell im Weg.
Durch den Einsatz mehrteiliger (geteilter) Biegestempel ist es möglich, die Länge des Oberwerkzeuges auf die erforderliche Biegelänge zu reduzieren, sodass sich seitlich ausreichend Raum zum Herausnehmen der Werkstücke ergeben kann. Diese erforderlichen mehrteiligen Werkzeuge stehen aber gerade an alten Gesenkbiegepressen oft nicht zur Verfügung.
Das vorhandene Restrisiko, trotz dieser Schutzmaßnahme mit den Fingern zwischen die Werkzeughälften zu geraten, ist gerade bei der Verarbeitung dickerer Bleche erheblich. Die obere Öffnungsweite der zu verwendenden Biegematrize wird bei der Verarbeitung von Stahlblechen in der Regel zwischen 8- bis 12-mal der Blechdicke gewählt. Aufgrund der V-Form von Biegestempel und Matrize ergibt sich hier auch bei Einhaltung des maximal zulässigen Abstandes von nur 6 mm schnell ein Spalt zwischen Stempel und Matrize, in den mit den ganzen Fingern eingegriffen werden kann.
b) Ortsbindende Befehlseinrichtung
Zur Realisierung dieser Ersatzschutzmaßnahme muss der an der Gesenkbiegepresse vorhandene Fußschalter, der als Befehlselement mit selbsttätiger Rückstellung ausgeführt und gegen versehentliches Betätigen gesichert sein muss, in einem Abstand von mindestens 1 m von der Biegelinie fest auf der Standfläche fixiert werden. Hierdurch soll verhindert werden, dass die Bedienperson während der Schließbewegung in die Gefahrstelle zwischen Biegestempel und Matrize eingreifen kann.
In der Praxis hat sich gezeigt, dass diese Ersatzschutzmaßnahme nur sehr eingeschränkt einsetzbar ist und häufig zu Manipulationen führt, die dann Ursache von schweren Unfällen sind. Aus diesem Grund ist es nicht empfehlenswert, diese Ersatzschutzmaßnahme weiterhin zur Absicherung von Schließbewegungen mit Eilganggeschwindigkeit (> 10 mm/s) einzusetzen.
An klassischen Pressen, an denen Handeinlegearbeiten ausgeführt werden, ist diese Art der "ortsbindenden Befehlseinrichtung" als alleinige Schutzmaßnahme nicht zulässig und auch in der Vergangenheit nicht zulässig gewesen.
Bild 14-16: Ortsbindende Befehlseinrichtung für ältere Gesenkbiegepressen

15. Einrichtarbeiten immer nur mit Schutzmaßnahmen
An kleineren Pressen, die für Handeinlegearbeiten eingesetzt werden, führt der beauftragte Einrichter die Einrichtarbeiten in der Regel allein durch. Seine Hauptaufgabe besteht in diesem Fall darin, die Presse für die auszuführenden Arbeitsvorgänge so einzurichten, dass die Bedienperson an der Maschine sicher arbeiten kann.
Hierzu ist es erforderlich, dass er sicherstellt, dass ausreichende Schutzmaßnahmen für die Bedienperson vorhanden und wirksam sind.
An größeren Pressen und besonders auch an automatisiert arbeitenden Großpressen werden die Arbeiten zum Einrichten der Presse oft von mehreren Personen gleichzeitig ausgeführt. Auch hier ist es die Aufgabe des Einrichters, sicherzustellen, dass für den späteren Betrieb der Presse ausreichende Schutzmaßnahmen vorhanden und wirksam sind.
Darüber hinaus gehört es in diesem Fall aber auch zu seiner Aufgabe, sicherzustellen, dass alle Mitarbeiter während der Einrichtarbeiten durch ausreichende Schutzmaßnahmen geschützt sind (siehe auch Abschnitt 13.2).
In beiden Fällen muss der Einrichter aber besonders auch auf seine eigene Sicherheit achten.
Grundsätzlich gilt, dass Stößelbewegungen, und sei es auch nur für "Einstellarbeiten" oder "Probehübe", und andere Gefahr bringende Bewegungen auch während der Einrichtarbeiten nur unter der Verwendung zulässiger Schutzmaßnahmen durchgeführt werden dürfen.
Weil beim Einrichtvorgang die Stößelbewegung in der Regel durch den Einrichter beobachtet werden muss, kommen hierfür folgende Schutzmaßnahmen in Betracht:
Einrichtarbeiten sollten nur in der an der Presse hierfür vorgesehenen Betriebsart durchgeführt werden. Die Hinweise aus der Betriebsanleitung des Pressenherstellers sind hierbei von besonderer Bedeutung.
Je nach Möglichkeit sollten aber zumindest die folgenden Schutzmaßnahmen getroffen werden:
Wo dieses nicht möglich ist, müssen die Angaben zu Schutzmaßnahmen beim Einrichten aus der Betriebsanleitung des Pressenherstellers zu Rate gezogen und beachtet werden.
Die folgenden Punkte sollten aber gerade auch an solchen Pressen bei Einrichtarbeiten unbedingt sichergestellt werden:
Unfalluntersuchungen ergeben aber leider immer wieder, dass "Einrichtunfälle" fast ausschließlich auf unzureichende oder fehlende Schutzmaßnahmen zurückzuführen sind.
Die an älteren Pressen noch weit verbreitete Einhand-Tipp-Schaltung, die im Einrichtbetrieb aktiviert wird und zusammen mit der für die Produktion vorgesehenen hohen Schließgeschwindigkeit wirksam ist, ist für Einrichtarbeiten keine zulässige Schutzmaßnahme.
Wo für das Einrichten keine ausreichenden zulässigen Schutzmaßnahmen vorhanden sind und aktiviert werden können, müssen diese nachträglich geschaffen werden.
16. Freigabe der Presse für die Produktion nach dem Einrichten
Nachdem die Einrichtarbeiten abgeschlossen sind, muss die Presse vor dem Einsatz zur Produktion auf einen ordnungsgemäßen Zustand kontrolliert und, wenn keine Beanstandungen vorliegen, für die Produktion freigegeben werden.
Bis zur Freigabe muss die Presse durch den Einrichter gegen eine unbefugte Benutzung gesichert werden. Hierzu sind die entsprechenden Befehlseinrichtungen gegen unbefugtes Betätigen zu sichern. An kleinen Pressen kann dazu z.B. der Hauptschalter ausgeschaltet und durch ein Schloss gesichert werden.
Die Kontrolle und Freigabe sollte in der Regel nach dem "Vier-Augen-Prinzip" durchgeführt werden. Das bedeutet, dass die Presse durch eine vom Unternehmen schriftlich beauftragte Kontrollperson überprüft und freigegeben wird, welche die Einrichtarbeiten nicht selbst durchgeführt hat.
Erst nachdem diese zweite Person bestätigt hat, dass
darf die Presse für die Produktion freigegeben werden.
Eine schriftliche Dokumentation des Einrichtvorganges bzw. der Kontrolle und Freigabe ist zwar gemäß den geltenden Vorschriften und Regeln bei dieser Vorgehensweise nicht gefordert, aber empfehlenswert.
Oft ist eine Dokumentation der Freigabe für die Produktion ohnehin aus Gründen der Qualitätssicherung erforderlich. Wenn betriebliche Gegebenheiten und Praxis es erfordern, kann unter bestimmten Bedingungen von der oben beschriebenen Vorgehensweise zur Kontrolle und Freigabe einer Presse abgewichen werden.
So kann die Einrichtkontrolle durch eine zweite Person z.B. dann entfallen, wenn in allen einstellbaren Betriebsarten der Presse Schutzmaßnahmen gegen Verletzungen zwangsläufig wirksam sind. Das bedeutet, die Presse muss technisch so ausgestattet sein, dass besonders auch bei der Verwendung nicht sicherer Werkzeuge ein Betrieb ohne eine nach den geltenden Vorschriften zulässige Schutzmaßnahme in allen wählbaren Betriebsarten unmöglich ist.
Beispiel hierfür ist z.B. eine Presse mit automatisierter Werkstückzufuhr und -entnahme, bei der nur die Betriebsarten "Automatik" und "Einrichten" eingestellt werden können. Die o. g. Voraussetzungen sind hier z.B. erfüllt, wenn die Anlage durch Anwahl der Betriebsart "Automatik" auch durch in die Anlage integrierte verriegelte trennende Schutzeinrichtungen gesichert ist und beim Umschalten auf die Betriebsart "Einrichten" eine Hubauslösung bei geöffneter Schutzeinrichtung nur mittels einer Zweihandschaltung möglich ist.
An modernen Gesenkbiegepressen ist die o. g. Voraussetzung auch oft erfüllt und die Einrichtkontrolle durch eine zweite Person kann dann an diesen Maschinen entfallen.
Ist im Betrieb keine zweite geeignete Person vorhanden, die als Kontrollperson eingesetzt werden kann, kann ein "besonders ausgebildeter Einrichter" vom Unternehmen schriftlich beauftragt werden, die erforderliche Kontrolle anhand einer vom Unternehmen für die Presse erstellten Prüfliste selbst durchzuführen und die Presse für die Produktion freizugeben. Umgangssprachlich wird dieser Einrichter dann auch als "selbstkontrollierender Einrichter" bezeichnet.
In diesem Fall ist eine schriftliche Dokumentation des Vorganges erforderlich, in deren Rahmen der Einrichter das positive Ergebnis der durchgeführten Kontrolle, unter Angabe der Werkzeugbezeichnung, der getroffenen Schutzmaßnahme sowie Datum und Uhrzeit bestätigt.
Als "besonders ausgebildete Einrichter" gelten in diesem Zusammenhang Einrichter, die neben der erforderlichen, maschinenspezifischen Ausbildung im Unternehmen zusätzlich an einer fachspezifischen Ausbildung, z.B. bei der Berufsgenossenschaft, erfolgreich teilgenommen haben.
Die Beauftragung und der Einsatz solcher "selbstkontrollierenden Einrichter" sollte schon allein wegen der erforderlichen Ausbildung mit der zuständigen Aufsichtsperson der Berufsgenossenschaft abgestimmt werden.
In der entsprechenden BG-Regel (BGR 500, Kapitel 2.3) wird in diesem Zusammenhang ein schriftlicher Antrag an die zuständige Berufsgenossenschaft gefordert.
An Gesenkbiegepressen ist wegen der besonderen Umstände an dieser Pressenart nach Auffassung der "Arbeitsgruppe Pressen" beim zuständigen "Fachausschuss MHHW" beim Einsatz eines besonders ausgebildeten Einrichters keine Prüfliste und schriftliche Dokumentation der Kontrolle erforderlich.
Bild 16-1: Muster zur schriftlichen Beauftragung einer Kontrollperson
| Beauftragung einer Kontrollperson1) nach BGR 500 Kap. 2.3 Punkt 3.5 "Pressen der Metallbe- und -verarbeitung" |
| Herr/Frau |
| wird beauftragt, die Presse(n), Gesenkbiegepresse(n) in der |
| Abteilung |
| nach dem Einrichten zu kontrollieren. |
| Die Kontrollperson darf die Presse erst in Betrieb nehmen lassen, nachdem sie selbst festgestellt hat, dass
die Werkzeuge ordnungsgemäß eingerichtet sind. die entsprechende Betriebsart eingestellt ist. vorschriftsmäßige Schutzeinrichtungen eingestellt und wirksam sind. die Umstelleinrichtungen gegen unbefugtes Betätigen gesichert sind. Insbesondere ist zu kontrollieren, ob die getroffenen Schutzmaßnahmen vorschriftsmäßig, wirksam und ausreichend sind. Herr/Frau ... ... ... ... ... ... darf die zu kontrollierende Maschine nicht selbst eingerichtet haben. |
| , den | |
Unternehmer |
Kontrollperson |
| 1) Anforderungen an Kontrollpersonen gemäß BGR 500 Kapitel 2.3 Punkt 3.1.2 "Der Unternehmer darf als Einrichter und Kontrollperson nur Personen beauftragen, die das 18. Lebensjahr vollendet haben und für die Aufgabe ausgebildet sind." |
|
17. Zusammenfassung
Damit Pressen in der Produktion sicherheitsgerecht betrieben werden können, müssen an ihnen vorschriftsmäßige Schutzeinrichtungen vorhanden sein. Nur dann können vom Einrichter entsprechende zulässige Schutzmaßnahmen getroffen werden.
Der Einrichter muss entsprechend ausgebildet sein, damit er seine Tätigkeit gewissenhaft und sicherheitsbewusst ausführen kann und somit Unfällen vorgebeugt wird. Hierzu sind eine maschinenspezifische, praktische und eine fachspezifische, theoretische Ausbildung erforderlich. Durch diese Ausbildung müssen die für seine Tätigkeit erforderlichen Kenntnisse bezüglich der Bedienung der Presse, der Zulässigkeit von Schutzmaßnahmen für Pressen und der aktuell gültigen Vorschriftenlage vermittelt werden.
Für die fachspezifische Ausbildung bieten die Berufsgenossenschaften Seminare für unterschiedliche Zielgruppen von Einrichtern und Kontrollpersonen an.
Es werden z.B. Seminare angeboten, die jeweils schwerpunktmäßig für Einrichter und Kontrollpersonen zu empfehlen sind, die an
eingesetzt werden. Die Teilnahme an solchen BG-Seminaren ist in der Regel für Mitgliedsbetriebe der Berufsgenossenschaften kostenfrei.
Vor Beginn der Einrichtarbeiten muss Folgendes gewährleistet werden:
Bei den Einrichtarbeiten ist darauf zu achten, dass
Nach Beendigung der Einrichtarbeiten ist von der zuständigen Kontrollperson zu überprüfen und zu bestätigen, ob
Falls einer dieser Punkte nicht erfüllt ist und Abhilfe durch entsprechende Korrekturarbeiten nicht geschaffen wurde, darf die Presse nicht für den Produktionsbetrieb freigegeben werden. Stattdessen ist der zuständige Vorgesetzte zu informieren.
Wenn diese bewährten Regeln eingehalten werden, kann der Einrichtvorgang an der Presse mit möglichst geringem Restrisiko durchgeführt und im Anschluss sicher und produktiv daran gearbeitet werden.
18. Quellen- und Literaturverzeichnis
| 1 | Betriebssicherheitsverordnung ( BetrSichV) | Ausfertigungsdatum 27.09.2002 |
| 2 | BGR 500 "Betreiben von Arbeitsmitteln" | Ausgabe April 2008 |
| 3 | BGI 724 "Pressenprüfung" | Ausgabe 2007 |
| 4 | DIN EN 692 " Mechanische Pressen - Sicherheit" | Ausgabe Februar 2006 |
| 5 | DIN EN 693 "Hydraulische Pressen - Sicherheit" | Ausgabe November 211 |
| 6 | DIN EN 12622 "Hydraulische Gesenkbiegepressen - Sicherheit" | Ausgabe April 2010 |
| 7 | DIN EN 13736 "Pneumatische Pressen - Sicherheit" | Ausgabe Juni 2003 |
| 8 | Unfallverhütungsvorschrift - VBG 5 "Kraftbetriebene Arbeitsmittel" vom 01.10.1985/Ausgabe 01.01.1993 |
| 9 | Unfallverhütungsvorschrift - VBG 7n5.1 "Exzenter- und verwandte Pressen" vom 01.04.1987/Ausgabe 01.01.1997 |
| 10 | Unfallverhütungsvorschrift - VBG 7n5.2 "Hydraulische Pressen" vom 01.04.1987/Ausgabe 01.01.1997 |
| 11 | Unfallverhütungsvorschrift - VBG 7n5.3 "Spindelpressen" vom 01.04.1961/Ausgabe 01.01.1997 |
| 12 | Unfallverhütungsvorschrift - VBG 82 "Pressen der Metallbearbeitung" | Fachausschussentwurf vom April 1991 |
| 13 | ZH 1/99 "Sicherheitslehrbrief für Presseneinrichter" | Ausgabe 1997 |
| 14 | ZH 1/281 "Sicherheitsregeln für berührungslos wirkenden Schutzeinrichtungen an kraftbetriebenen Pressen der Metallbearbeitung" vom April 1980 | Aktualisierte Nachdruckfassung vom März 2006 |
| 15 | ZH 1/387 "Sicherheitsregeln für Biegearbeiten auf kraftbetriebenen Gesenkbiegepressen (Abkantpressen) der Metallbearbeitung" | vom April 1981/Ausgabe 2003 |
| 16 | ZH 1/456 "Sicherheitsregeln für Zweihandschaltungen an kraftbetriebenen Pressen der Metallbearbeitung" vom Februar 1978/Ausgabe 2003 |
| 17 | ZH 1/457 "Sicherheitsregeln für Steuerungen an kraftbetriebenen Pressen der Metallbearbeitung" vom Februar 1978/Ausgabe 2003 |
| 18 | ZH 1/508 "Sicherheitsregeln für bewegliche Abschirmungen an kraftbetriebenen Exzenter- und verwandten Pressen der Metallbearbeitung" | vom Januar 1975/Ausgabe 2003 |
19. Abbildungsverzeichnis
| Bild 1-1: | BGHM | Bild 9-2: | BGHM/Friedrich |
| Bild 1-2: | BGHM/Friedrich | Bild 10-1: | BGHM/Friedrich |
| Bild 2-1: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 10-2: | BGHM/ZH1/99; Ausgabe 1997 |
| Bild 2-2: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 10-3: | BGHM/ZH1/99; Ausgabe 1997 |
| Bild 2-3: | BGHM/ZH 1/99; Ausgabe 1997 /DIN EN ISO 138571) | Bild 10-4: | BGHM/Friedrich |
| Bild 2-4: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 12-1: | BGHM/Friedrich |
| Bild 2-5: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 13-1: | BGHM/ZH1/99; Ausgabe 1997 |
| Bild 3-1: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 13-2: | BGHM/Friedrich |
| Bild 3-2: | BGHM/Friedrich | Bild 13-3: | BGHM/Friedrich |
| Bild 3-3: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 14-1: | BGHM/Friedrich |
| Bild 4-1: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 14-2: | BGHM/Friedrich2) |
| Bild 4-2: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 14-3: | BGHM/Friedrich |
| Bild 4-3: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 14-4: | BGHM/Benecke |
| Bild 4-4: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 14-5: | BGHM/Friedrich |
| Bild 4-5: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 14-6: | BGHM/Friedrich |
| Bild 4-6: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 14-7: | Fiessler Elektronik GmbH & Co. KG, Esslingen |
| Bild 5-1: | BGHM/ZH 1/99; Ausgabe 1997 | Bild 14-8: | BGHM/Friedrich |
| Bild 5-2: | BGHM/Friedrich | Bild 14-9: | BGHM/Friedrich |
| Bild 5-3: | DIN EN ISO 138571) | Bild 14-10: | BGHM/Friedrich |
| Bild 5-4: | DIN EN ISO 138571) | Bild 14-11: | BGHM/Friedrich nach DIN EN 126221) |
| Bild 5-5: | BGHM/ZH1/99; Ausgabe 1997 /DIN EN ISO 138571) | Bild 14-12: | BGHM/ZH1/99, Ausgabe 1997 |
| Bild 6-1: | BGHM/Friedrich | Bild 14-13: | BGHM/Friedrich |
| Bild 6-2: | BGHM/Friedrich | Bild 14-14: | BGHM/Friedrich |
| Bild 7-1: | BGHM/Friedrich | Bild 14-15: | BGHM/ZH1/99; Ausgabe 1997 |
| Bild 7-2: | BGHM/Friedrich | Bild 14-16: | BGHM/ZH1/99; Ausgabe 1997 |
| Bild 8-1: | BGHM/Friedrich | Bild 16-1: | BGHM/Friedrich |
| Bild 9-1: | BGHM/Friedrich |
||
| 1) Wiedergegeben mit Erlaubnis des DIN Deutsches Institut für Normung e. V. Maßgebend für das Anwenden der DIN-Norm ist deren Fassung mit dem neuesten Ausgabedatum, die bei der Beuth-Verlag GmbH, Burggrafenstraße 6, 10787 Berlin, erhältlich ist.
2) Aufgenommen und wiedergegeben mit freundlicher Genehmigung der Firma Matyssek GmbH, Linnenkämper Str. 35, 37627 Stadtoldendorf |
|||
 |
ENDE | |
(Stand: 24.07.2025)
Alle vollständigen Texte in der aktuellen Fassung im Jahresabonnement
Nutzungsgebühr: ab 105.- € netto
(derzeit ca. 7200 Titel s.Übersicht - keine Unterteilung in Fachbereiche)
Die Zugangskennung wird kurzfristig übermittelt
? Fragen ?
Abonnentenzugang/Volltextversion